
More than meets the eye





News Article / November 10, 2021
By Capt Bettina McCulloch-Drake
Writing for 1 Canadian Air Division Public Affairs, with thanks to and files from Aerospace and Telecommunications Engineering Support Squadron (ATESS).
Not too long ago there was a show called Myth Busters. For those not familiar with this show, the hosts took great pleasure in testing the limits of a variety of materials. One of their favorite testing methods was to blow things up.
“Unfortunately, when it comes to testing the integrity of aircraft and aircraft parts already in service within the Canadian Armed Forces (CAF), subjecting materials to the stresses of destructive testing renders them no longer useable,” says Sergeant Adam Smith, a non-destructive testing (NDT) technician with Trenton (Ontario)-based Aerospace and Telecommunications Engineering Support Squadron (ATESS).
“Given the costs of aircraft and their components as well as the high demand for serviceable aircraft, non-destructive testing (NDT) is preferred over destructive testing,” adds ATESS Training Flight Commander Major Ashley Oliver, an aerospace engineering officer (AERE) with specialized training in NDT. “In fact, non-destructive testing is a regular part of the Royal Canadian Air Force’s (RCAF) preventative maintenance program for each fleet.”
“Trained NDT technicians and operators use non-destructive testing techniques during first and second-line aircraft maintenance to test metal and materials for stress, cracks, corrosion, and other defects that could render an aircraft unserviceable or unsafe,” says Sgt. Smith. “Although there are no real disadvantages to non-destructive testing as a whole, there are limitations to each method. When a defect is found using one method it is best practice to use another method to confirm the type and extent of the defect.”
According to National Defence maintenance policy concerning non-destructive testing of aircraft (publication C-05-005-009/AM-000), the CAF uses the following surface and sub-surface NDT methods: visual inspection (VI); (liquid) penetrant testing (PT); magnetic particle testing (MT); eddy current testing (ET); ultrasonic testing (UT); radiography testing (RT); and, infrared thermography testing (IR or TT).
“While most of these methods pose little to no threat to the people carrying out the testing, personal protective equipment (PPE) is still required,” says Maj Oliver. “Of all the NDT methods employed, exposure to radiation is the biggest concern because we cannot detect it through our own senses. But with the radiation safety procedures in place and radiation detection used, the threat is greatly mitigated.”
“One of the surface NDT methods we use in the RCAF is penetrant testing,” Sgt. Smith reveals. “Here we apply a thin amount of oily liquid to the surfaces being examined. After a period of time the liquid is removed leaving only what is inside the defects. We then apply a chalk-like developer which pulls out the remaining liquid and allows us to see defect with the naked eye.”
“Another surface technique used is magnetic particle testing,” adds NDT Design Engineer Captain Dennis Butt, another AERE officer and NDT specialist with ATESS. “First, we introduce a magnetic field in a material that is highly susceptible to magnetization. Then we cover the surface with a solution containing iron particles to visually detect where there are breaks in the field.”
“The limit to magnetic testing,” adds Major Oliver, “is that the defect has to be on or near the surface of a material for magnetic particle testing to be effective.”
Widely used in the aerospace industry and in other manufacturing and service environments, the next technique use in NDT may be applied to detect both surface and sub-surface defects.
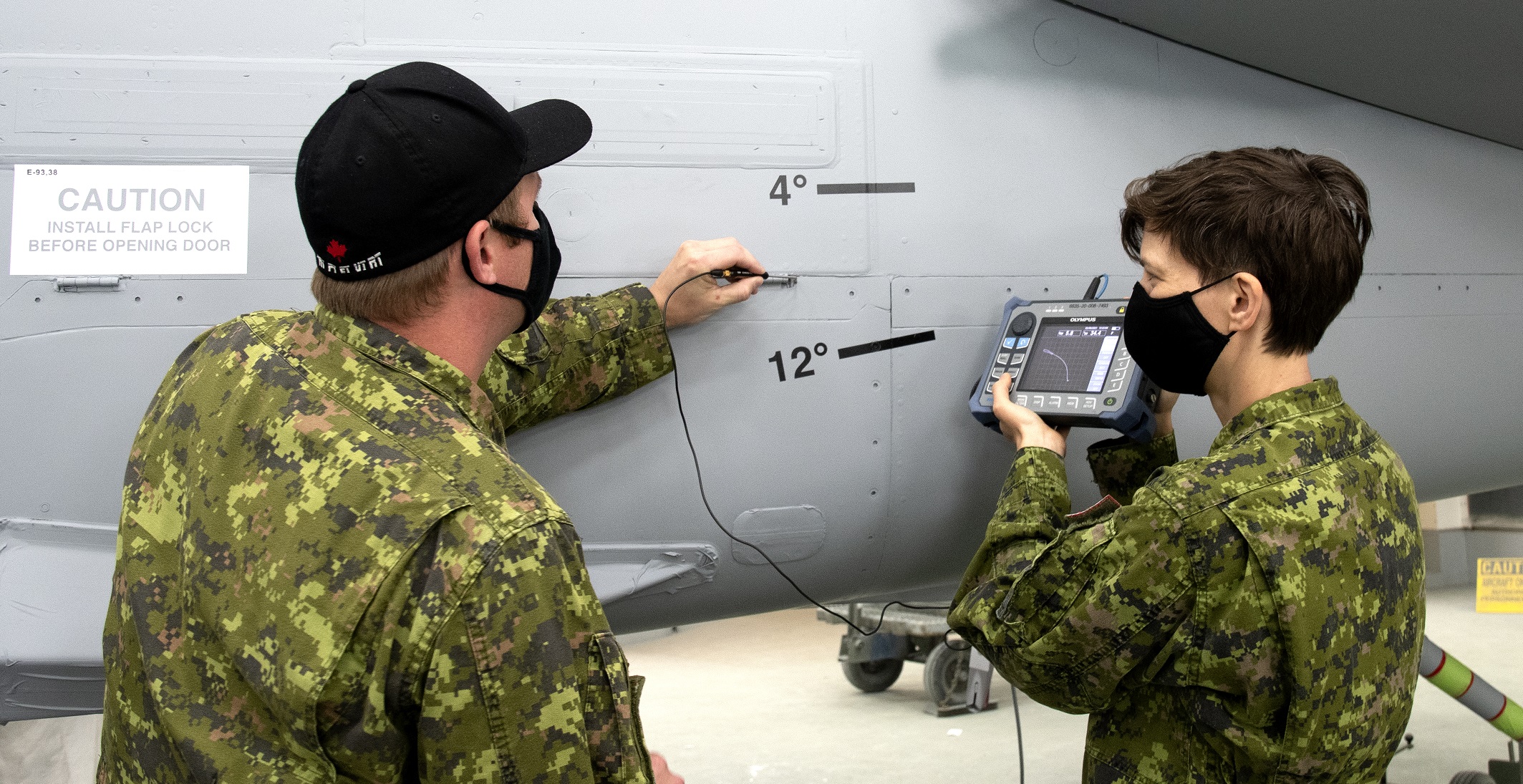
“Eddy current testing (ET) can not only identify cracks on the surface of materials, it can also be used cracks around rivets, cracks in multiple layers of conductive material identify corrosion under aircraft skin, determine the thickness of non-conductive coatings (e.g. paint) over conductive materials, and monitor the effects of heat damaged areas,” summarizes Sgt. Smith. A highly versatile NDT method, the RCAF possesses both portable and fixed eddy current instruments to conduct testing at ATESS, Wing-based facilities (referred to as NDT Area Facilities), and in the field wherever our aircraft are deployed.
The three remaining methods employed by the RCAF are mainly employed to detect sub-surface defects although they may also be used for surface testing.
“Ultrasonic testing and radiography testing are perhaps the two methods easiest to explain because many of us have had some exposure to ultrasounds or X-Rays,” says Maj. Oliver.
“In the case of ultrasonic testing, high frequency sound waves are transmitted through a medium (e.g. gel) until they encounter a boundary with another medium (e.g. air) and are reflected back to the source of the sound waves,” reveals Capt Butt. “By analyzing these reflections it is possible to measure the thickness of a test piece or find evidence of defects.”
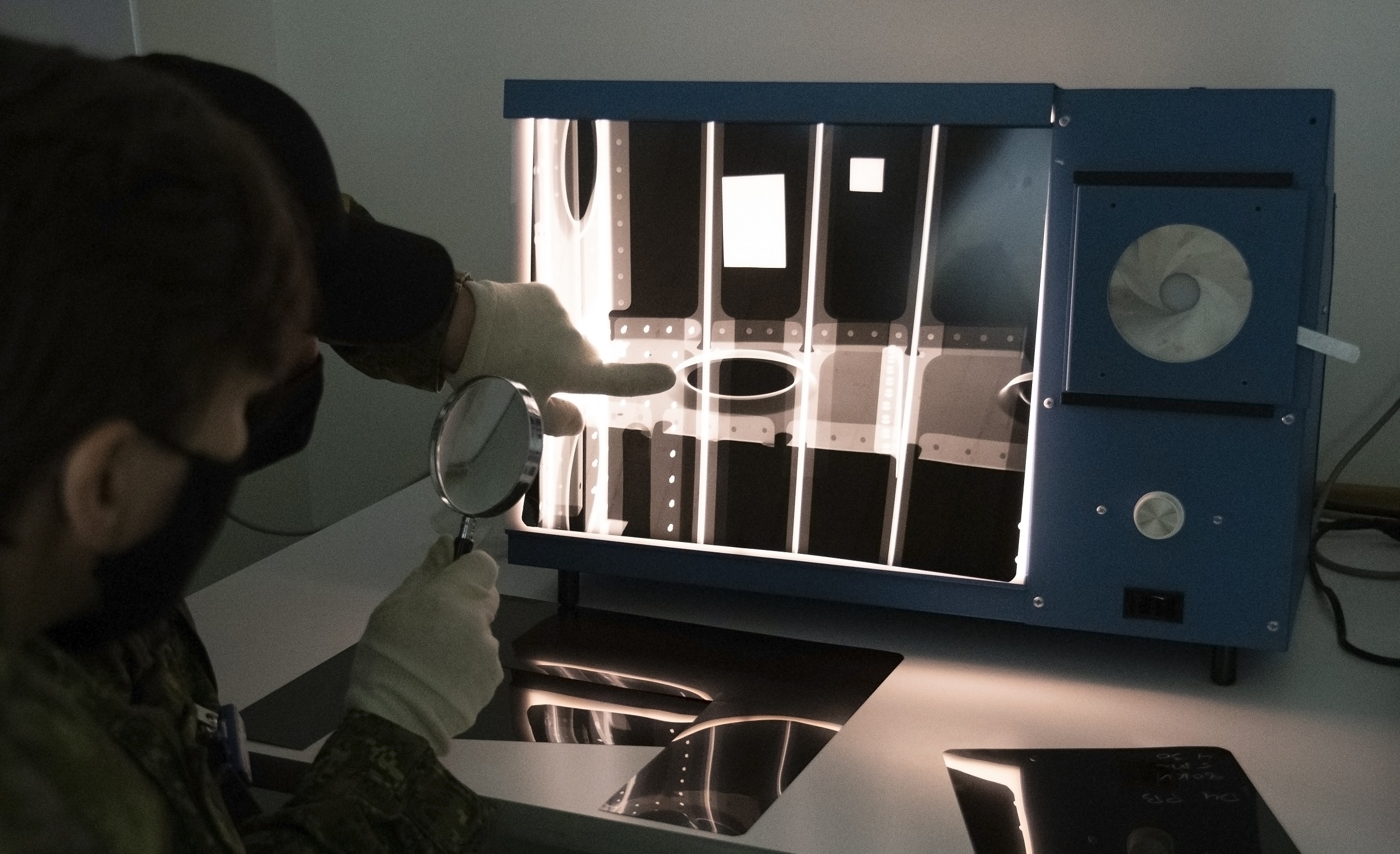
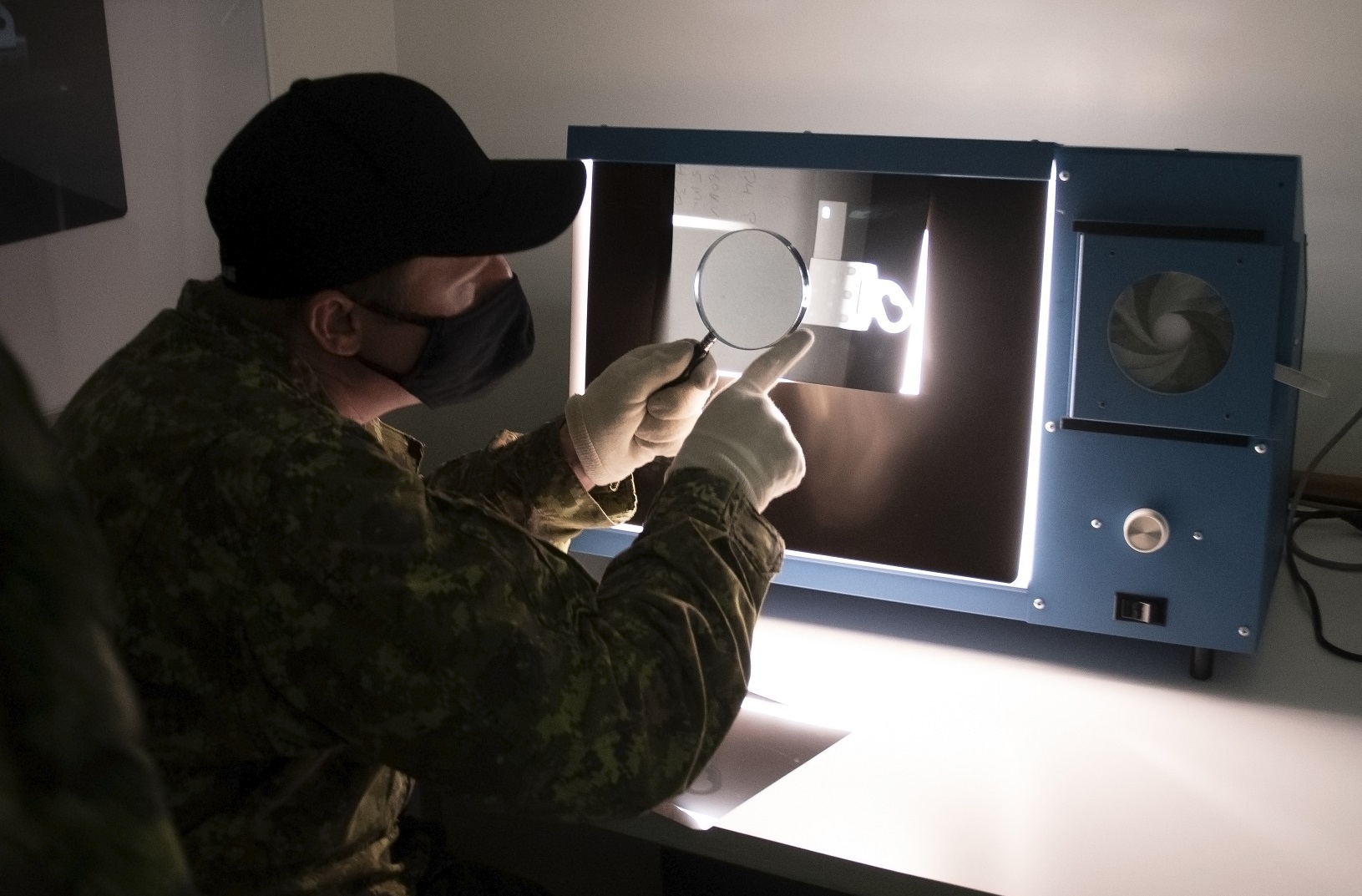
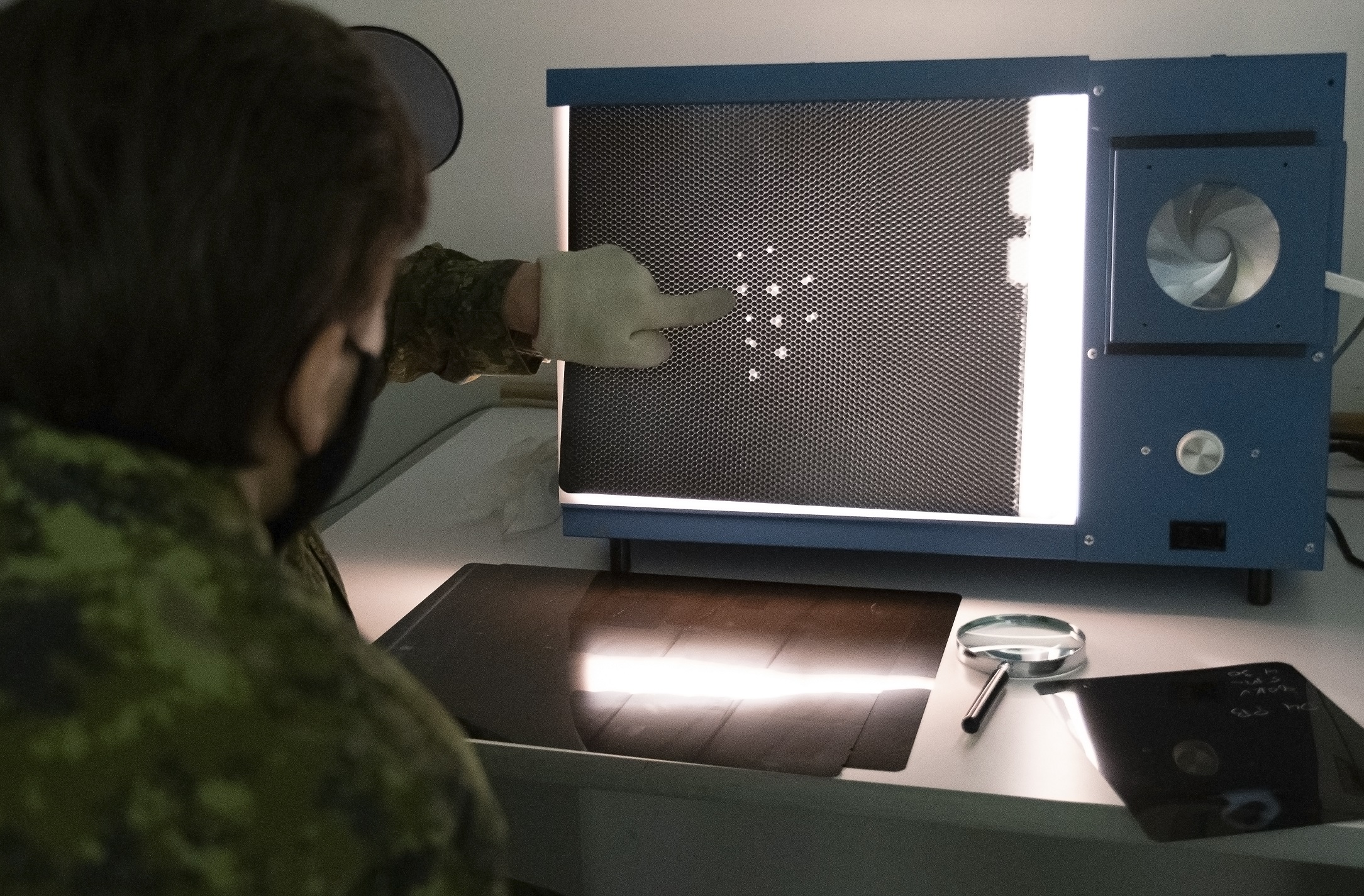
“Radiography, on the other hand, commonly uses X-Ray radiation to expose film behind an object or component,” says Sgt. Smith. Generally the most expensive and least sensitive of NDT methods, radiography requires access to both sides of a structure under examination.
“Used to detect discontinuities in hidden structural areas and within internal components and materials, radiography testing defects generally will usually show as darker areas on film because there is less energy absorbed at those specific points with in the material,” continues Sgt. Smith.
The last testing method used by the RCAF is infrared thermography, generically known as thermal imaging. “The purpose of mapping the temperature levels and variances of a component is to detect any hot spots where equipment may weaken or fail,” says Capt Butt. “We also use thermography to detect corrosion damage, delamination, water ingress and other flaws by measuring the temperature difference between a component and its surroundings. Of course, there must be enough of a temperature difference between the two.”
“No matter what NDT techniques are used, the aim is the same: to render aircraft safe to fly within an acceptable period of time,” Maj Oliver points out.
Certified by the Natural Resources Canada National Non-Destructive Testing Certification Body as a recognized training organization and authorized examination center, ATESS is responsible for training RCAF NDT Technicians and Operators.
“To be trained as an NDT Technician, you must be QL5A qualified at the substantive rank of Cpl in one of the following occupations AVN (aviation systems), AVS (avionics systems), ACS (aircraft structures) technician, or AWS (aircraft weapons)” begins Sgt. Smith. “You also need to have a minimum of one Level A certification and be at the rank of Corporal or above.”
“Whether they are employed at an Air Force Wing within an air maintenance squadron (AMS), embedded with a flying squadron, assigned to ATESS, or deployed on operations, all NDT technicians within the RCAF are trained and certified to the Canadian Government Standards Board (CGSB) standard CAN/CGSB-48.9712,” continues Capt Butt. “This means that they can perform non-destructive testing to a nationally recognized standard.”
While NDT Technician (Tech) is a specialized occupation in itself, any AVN, AVS and ACS Technician can be trained to be a NDT Operator without having to transfer to the NDT Tech occupation.
“The NDT Operator program was established over 25 years ago to address the requirement for NDT based inspections at remote or deployed locations not normally served by NDT area facilities,” says Sgt Smith. “While NDT Technicians can employ any NDT technique, NDT Operators can only perform liquid penetrant testing, magnetic particle testing, and ultrasonic testing in a limited capacity.”