
Au-delà des apparences





Article de nouvelles / Le 10 novembre 2021
Par le capt Bettina McCulloch-Drake
Rédaction pour les Affaires publiques de la 1re Division aérienne du Canada, avec des fichiers de l’Escadron de soutien technique des télécommunications et des moyens aérospatiaux (ESTTMA), et remerciements à l’ESTTMA.
Il n’y a pas si longtemps, il y avait une émission appelée MythBusters. Pour ceux qui ne connaissent pas, les animateurs s’amusaient beaucoup en mettant à l’essai les limites d’une variété de matériaux. L’une de leurs méthodes d’essai préférées était les explosions.
« Malheureusement, lorsqu’il s’agit de vérifier l’intégrité d’un aéronef et des pièces d’un aéronef déjà en service au sein des Forces armées canadiennes (FAC), soumettre les matériaux aux contraintes des essais destructifs les rend inutilisables », déclare le sgt Adam Smith, un technicien en essais non destructifs (END) au sein de l’Escadron de soutien technique des télécommunications et des moyens aérospatiaux (ESTTMA) basé à Trenton (Ontario).
« Étant donné les coûts des aéronefs et de leurs composants ainsi que la forte demande pour des aéronefs en état de fonctionnement, il y a une préférence pour les essais non destructifs (END) plutôt que pour les essais destructifs », ajoute le commandant d’escadrille d’instruction de l’ESTTMA, le maj Ashley Oliver, officier du génie aérospatial (G AERO) possédant une formation spécialisée en END. « En fait, les essais non destructifs font régulièrement partie du programme de maintenance préventive de l’Aviation royale canadienne (ARC) pour chaque flotte. »
« Les techniciens et exploitants formés sur les END utilisent des techniques d’essais non destructifs lors de la maintenance de première et de deuxième ligne des aéronefs pour mettre à l’essai le métal et les matériaux à la recherche de contraintes, de fissures, de corrosion et d’autres défauts qui pourraient rendre un aéronef inutilisable ou dangereux », explique le sgt Smith. « Bien qu’il n’y ait pas d’inconvénients réels aux essais non destructifs dans leur ensemble, chaque méthode comporte des limites. Lorsqu’un défaut est détecté à l’aide d’une méthode, il est recommandé d’utiliser une autre méthode pour confirmer le type de défaut et son étendue. »
Selon la politique sur la maintenance de la Défense nationale concernant les essais non destructifs pour les aéronefs (publication C-05-005-009/AM-000), les FAC utilisent les méthodes suivantes d’END en surface et sous la surface : inspection visuelle (VI); contrôle par ressuage (liquide); contrôle magnétoscopique; contrôle par courants de Foucault; contrôle par ultrasons; contrôles par radiographie; et contrôles par thermographie infrarouge.
« Même si le risque pour la plupart de ces méthodes est faible ou inexistant pour les personnes qui effectuent les essais, l’équipement de protection individuelle (ÉPI) est toujours nécessaire », a déclaré le maj Oliver. « De toutes les méthodes d’END utilisées, l’exposition au rayonnement est la plus grande préoccupation, car nous ne pouvons pas la détecter par nos propres sens. Mais avec les procédures de radioprotection en place et les moyens de détection du rayonnement utilisés, le risque est considérablement atténué. »
« L’une des méthodes d’END de surface que nous utilisons dans l’ARC est le ressuage », révèle le sgt Smith. « Ici, nous appliquons une petite quantité de liquide huileux sur les surfaces examinées. Après un certain temps, le liquide est retiré, ne laissant que ce qui se trouve à l’intérieur des défauts. Nous appliquons ensuite un révélateur semblable à de la craie qui retire le liquide restant et nous permet de voir le défaut à l’œil nu. »
« Une autre technique de surface est le contrôle magnétoscopique», ajoute le capt Dennis Butt, ingénieur concepteur en END, un autre officier G AERO et spécialiste des END chez l’ESTTMA. « Premièrement, nous introduisons un champ magnétique dans un matériau très sensible à la magnétisation. Ensuite, nous recouvrons la surface d’une solution contenant des particules de fer pour détecter visuellement où il y a des bris dans le champ. »
« La limite des contrôles magnétoscopiques », ajoute le maj Oliver, « est que le défaut doit être sur ou près de la surface d’un matériau pour que les contrôles magnétoscopiques soient efficaces. »
La prochaine technique d’END est largement utilisée dans l’industrie aérospatiale et dans d’autres environnements de fabrication et de service, elle peut être appliquée pour détecter les défauts en surface et sous la surface.
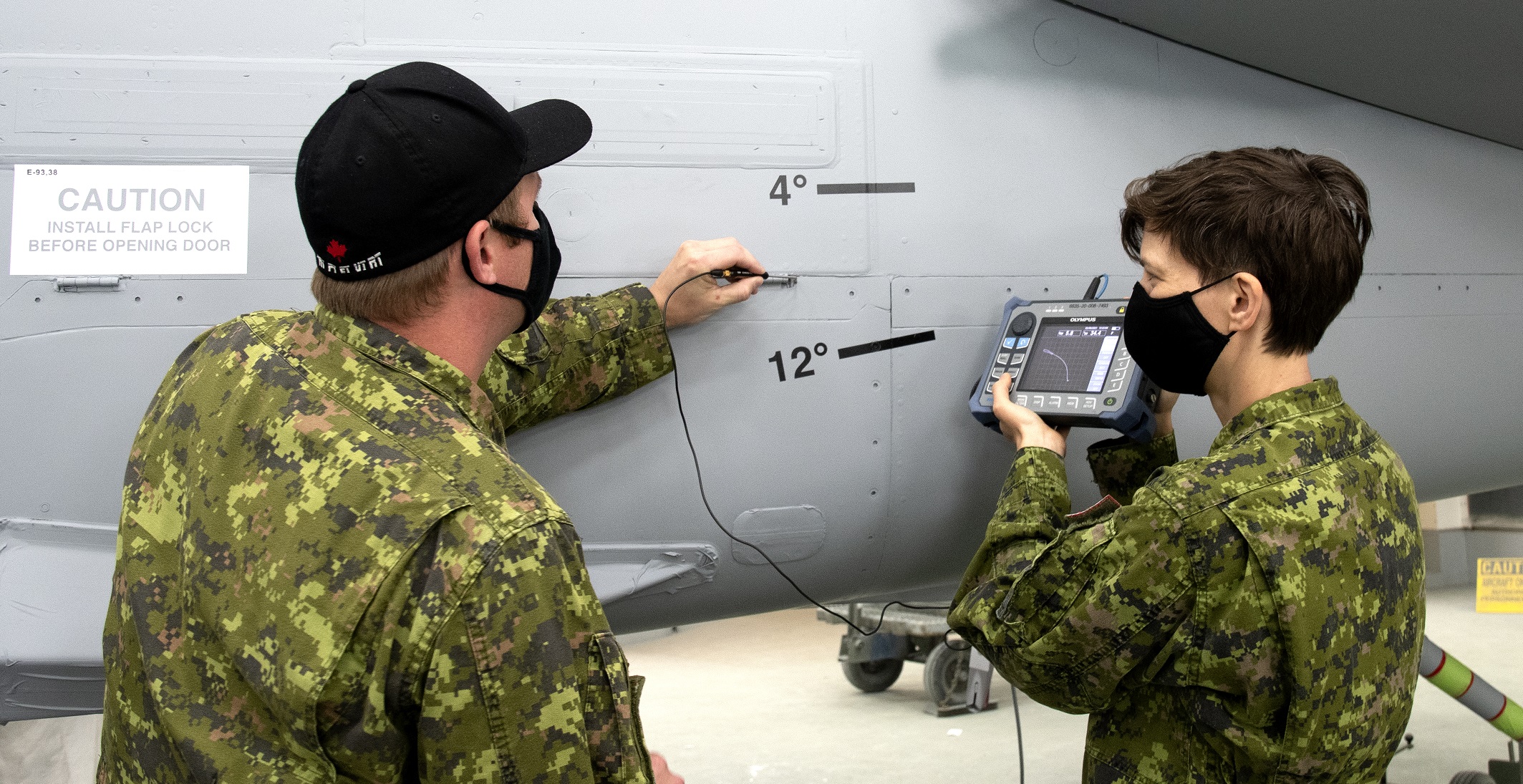
« Les contrôles par courants de Foucault peuvent non seulement permettre de trouver les fissures à la surface des matériaux, mais ils peuvent également être utilisés pour trouver les fissures autour des rivets, trouver les fissures dans plusieurs couches de matériau conducteur, trouver la corrosion sous le revêtement de l’aéronef, déterminer l’épaisseur des revêtements non conducteurs (par exemple, la peinture ) sur des matériaux conducteurs et surveiller les effets des zones endommagées par la chaleur », résume le sgt Smith. L’ARC possède des instruments à courant de Foucault portables et fixes permettant d’utiliser cette méthode d’END très polyvalente à l’ESTTMA, dans les installations basées aux escadres (appelées installations d’END) et sur le terrain partout où nos aéronefs sont déployés.
Les trois autres méthodes employées par l’ARC sont principalement utilisées pour détecter les défauts sous la surface, bien qu’elles puissent également être utilisées pour les essais en surface.
Les contrôles par ultrasons et les contrôles par radiographie sont peut-être les deux méthodes les plus faciles à expliquer, car beaucoup d’entre nous ont été exposés aux ultrasons ou aux rayons X », explique le maj Oliver.
« Dans le cas des contrôles par ultrasons, des ondes sonores haute fréquence sont transmises à travers un matériau (p. ex., un gel) jusqu’à ce qu’elles rencontrent une frontière avec un autre matériau (p. ex., l’air) et sont réfléchies vers la source des ondes sonores », révèle le capt Butt. « En analysant ces ondes réfléchies, il est possible de mesurer l’épaisseur d’un échantillon ou de trouver des indications de défauts. »
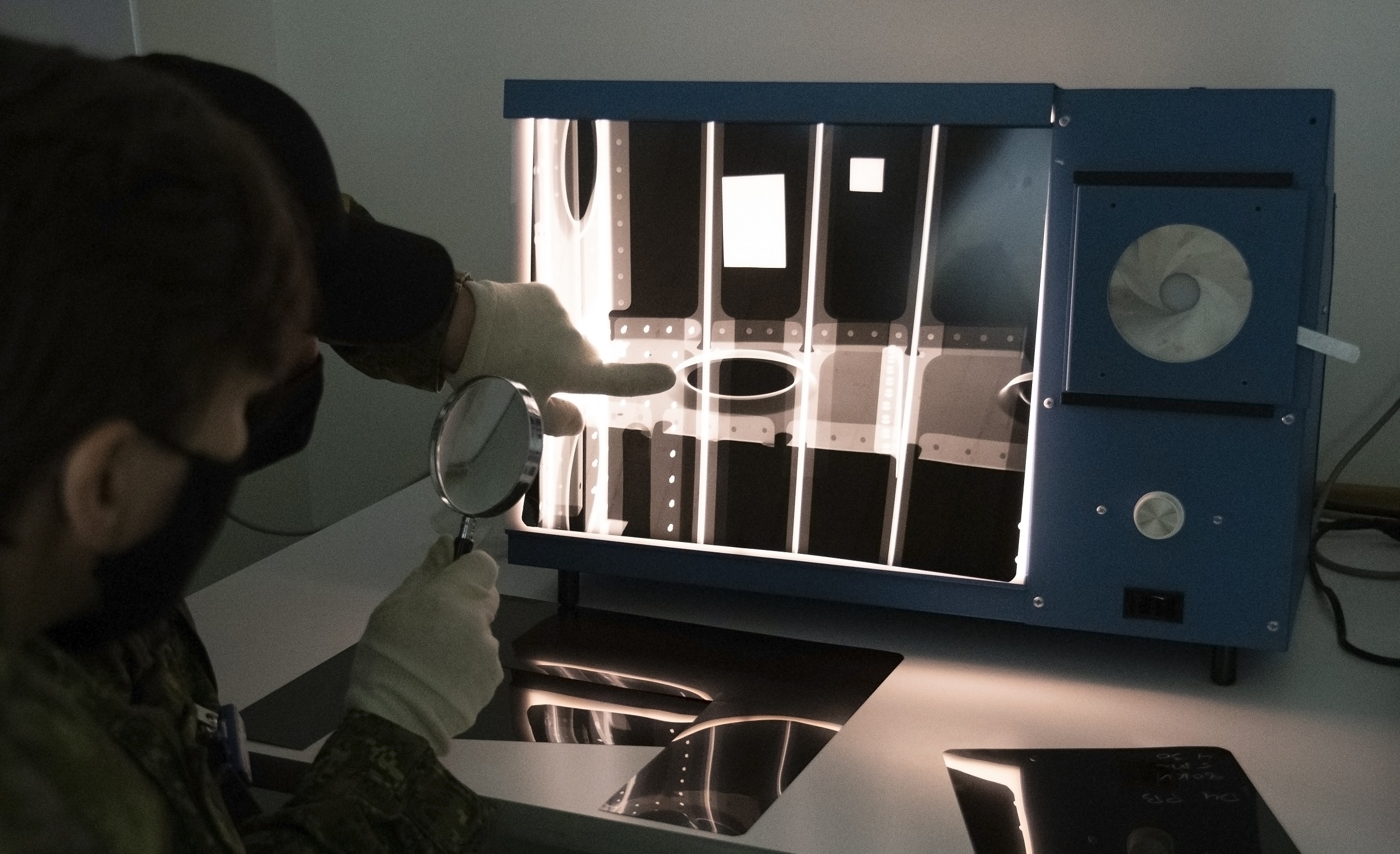
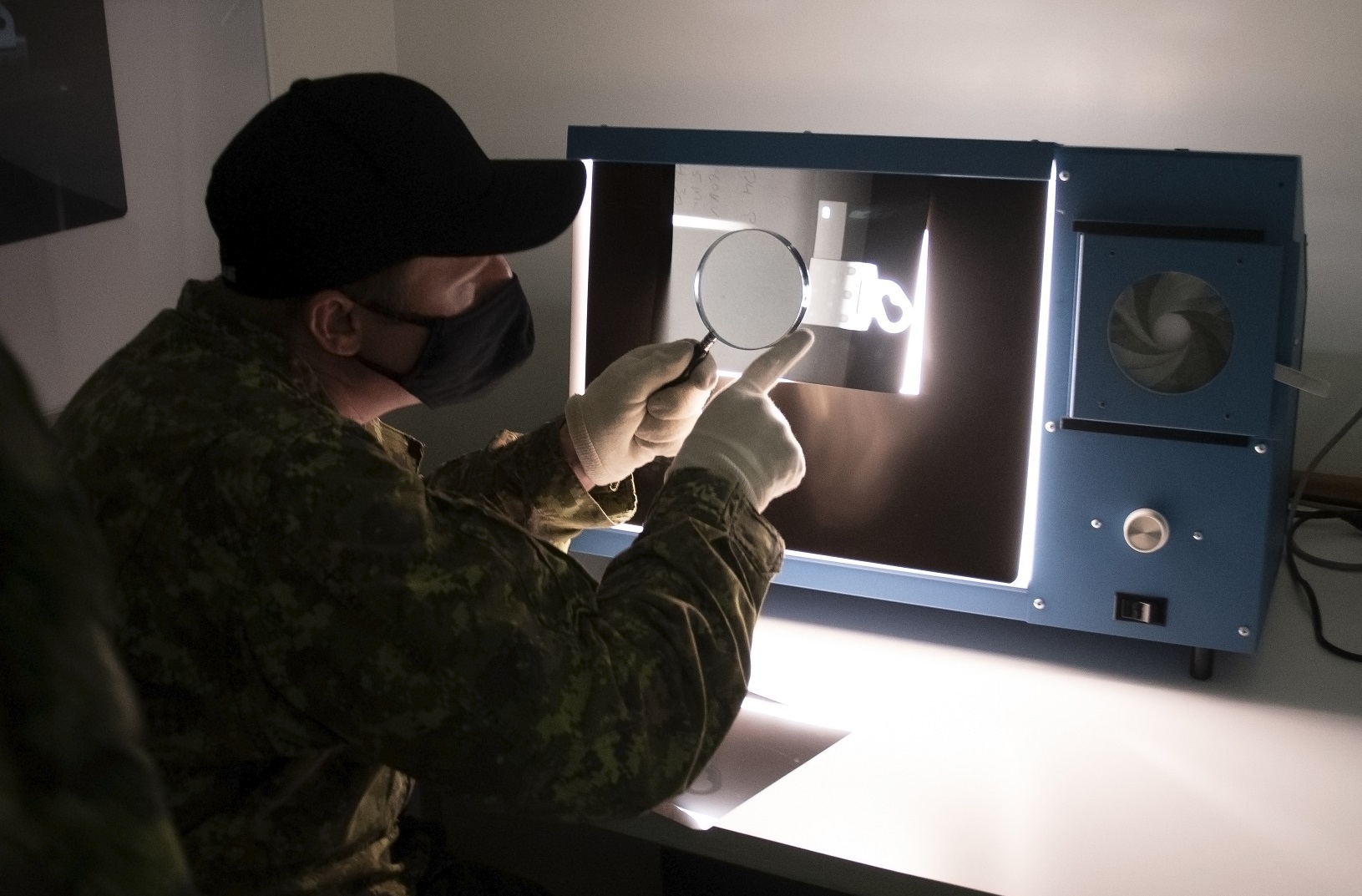
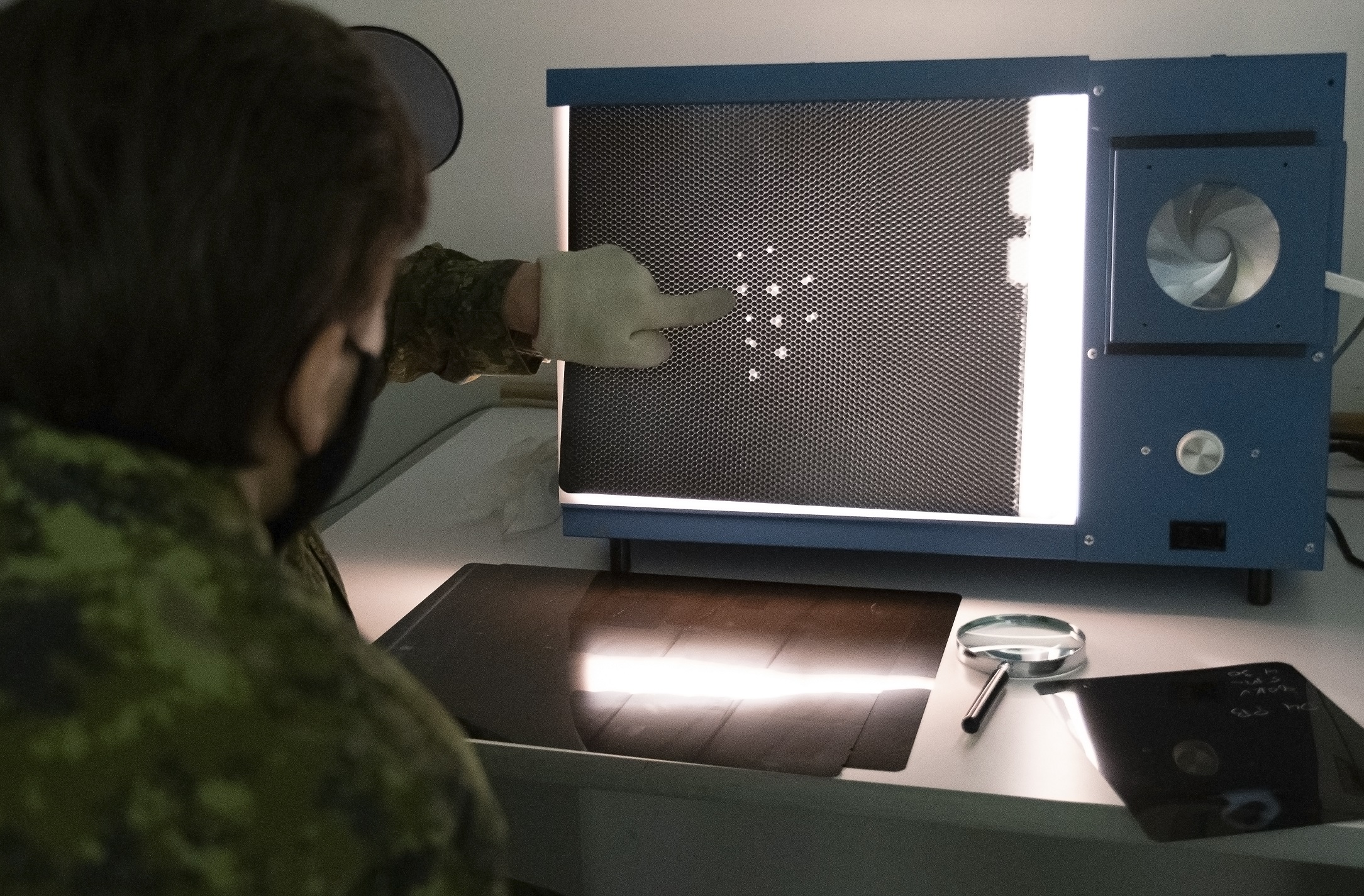
La radiographie, quant à elle, utilise couramment les rayons X pour exposer une pellicule derrière un objet ou un composant », explique le sgt Smith. Généralement la plus coûteuse et la moins sensible des méthodes d’END, la radiographie nécessite l’accès aux deux côtés d’une structure subissant un examen.
« Utilisée pour détecter les discontinuités dans les zones structurales masquées et dans les composants et matériaux internes, la radiographie utilisée pour trouver des défauts montre généralement des zones plus sombres sur le film, car il y a moins d’énergie absorbée à ces points spécifiques à l’intérieur du matériau », poursuit le sgt Smith.
La dernière méthode d’essai utilisée par l’ARC est la thermographie infrarouge, généralement connue sous le nom d’imagerie thermique. « Le but de la cartographie des niveaux et variations de température d’un composant est de détecter les points chauds où l’équipement peut s’affaiblir ou subir une défaillance », explique le capt Butt. « Nous utilisons également la thermographie pour détecter les dommages dus à la corrosion, la délamination, l’infiltration d’eau et d’autres défauts en mesurant la différence de température entre un composant et son environnement. Bien sûr, il doit y avoir une différence de température suffisante entre les deux. »
« Quelles que soient les techniques d’END utilisées, l’objectif reste le même : rendre les aéronefs sûrs pour le vol dans un délai acceptable », souligne le maj Oliver.
Certifié par l’organisme national de certification nationale en essais non destructifs de Ressources naturelles Canada en tant qu’organisme de formation reconnu et centre d’examen autorisé, l’ESTTMA est responsable de la formation des techniciens et opérateurs en END de l’ARC.
« Pour être formé en tant que technicien en END, vous devez posséder la qualification NQ5A au grade effectif de cpl dans l’une des professions suivantes : Tech Aéro (systèmes aéronautiques), Tech Avio (systèmes avioniques), Tech SA (structures d’aéronefs) ou Tech SA (A) (systèmes d’armement (air)) », commence le sgt Smith. « Vous devez également posséder au moins une certification de niveau A et avoir le grade de caporal ou un grade supérieur. »
« Qu’ils soient employés dans une escadre de la Force aérienne au sein d’un escadron de maintenance (air) (EMA), intégrés à un escadron aérien, affectés à l’ESTTMA ou déployés dans le cadre d’opérations, tous les techniciens en END de l’ARC sont formés et certifiés en vertu de la norme CAN/CGSB-48.9712 de l’Office des normes générales du Canada (ONGC) », poursuit le capt Butt. « Cela signifie qu’ils peuvent effectuer des essais non destructifs en fonction d’une norme reconnue à l’échelle nationale. »
Bien que la profession de technicien en END soit spécialisée en soi, tout technicien Aéro, Avio et SA peut être formé pour devenir opérateur en END sans avoir à passer à la profession de technicien en END.
Le programme d’opérateur en END a été créé il y a plus de 25 ans pour répondre au besoin des inspections fondées sur les END dans des emplacements éloignés ou les déploiements qui ne sont normalement pas desservis par les installations d’END », a déclaré le sgt Smith. « Alors que les techniciens en END peuvent utiliser n’importe quelle technique d’END, les opérateurs en END ne peuvent effectuer que des contrôles par ressuage, des contrôles magnétoscopiques et des contrôles par ultrasons de façon limitée. »