
Code of practice for managing particulate matter emissions in the potash sector: chapter 2
Official title: Code of practice for the management of PM2.5 emissions in the potash sector in Canada
2. Mining and processing activities
This section describes the main functions of each operational activity in the potash sector subject to the code. It provides a generic description of the two types of mines, and may not depict exactly the activities at all facilities. The nature and scope of the activities covered by the code are identified, particularly those that may be sources of fine particulate matter emissions (PM2.5), which are characterized in Section 3. Figures 2-1 to 2-3 illustrate the conventional and solution mining and processing activities in this sector.
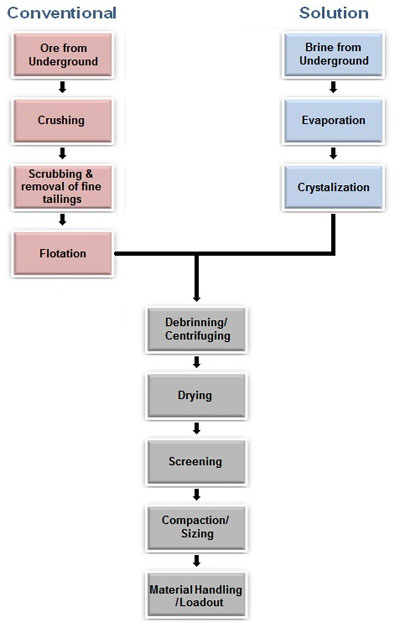
Figure 2-1: Overview of activities for potash conventional and solution mining
Description of figure 2-1
The image provides a graphical description of the main functions of each operational activity in the potash sector. On the left side of the graphic is the title “conventional” which has four text boxes stacked underneath the title. These boxes explain the process flow for the conventional mining of potash which starts with “ore from underground”, then “crushing”, “scrubbing & removal of fine tailings” and “floatation”.
The right side of the image provides a process flow for solution mining which starts with “brine from underground”, “evaporation” and “crystallization”. The left and right process graphics converge into a lower center graphic which explains the common flow of activities for the final processing of the mined potash. It starts with “debrining/centrifuging”, then “drying”, “screening”, “compaction/sizing” and “material handling/loadout”.
2.1 Conventional underground mining
2.1.1 Conventional mining subsurface operations
The typical conventionally mined operation entails two vertical shafts connected by a network of tunnels excavated directly into the seams of potash ore. By means of these tunnels, continuous rotary mining machines extract and deliver the ore to a conveyor belt system which conveys the ore to a system of bins or bunkers for temporary storage. The ore is then removed from the bins, crushed, and loaded into a skip for hoisting. The hoist, conveyor belt, and mining machines are all electrically powered. The service shaft which is used for personnel and equipment also doubles as the fresh air intake for the mine, while the production shaft which is used for hoisting the ore also discharges mine exhaust air. A variety of diesel-powered equipment is used in underground mines, including hauling vehicles, front-end loaders, support and maintenance vehicles, air compressors, and others. In cold weather fresh air intake for the mine is heated by means of natural gas direct-fired mine air heaters.
2.1.2 Conventional mining surface operation
2.1.2.1 Crushing
Prior to entering the mill, the ore is further crushed to achieve liberation of the potassium chloride (KCl). Two different crushing procedures are used - dry and wet crushing. Dry crushing using impactors and vibrating screens is a simpler procedure and causes less corrosion of equipment than in wet crushing; however, the process creates dust, making it difficult to maintain and keep clean. Wet crushing using screens and hydroclones is cleaner because the water adsorbs dust (less dust generated) and allows for more efficient screening. The size of the screen openings depends on the liberation size of the ore. This will vary from site to site because each ore body has somewhat unique mineralogy.
2.1.2.2 Scrubbing and removal of fine tailings
Due to the presence of insolubles such as dolomite, anhydrite, and clay adjacent to the underground seams of potash ore, these insolubles attach themselves to the potash particles as impurities. Scrubbing is the process of adding brine to crushed ore in a series of agitated tank cells to dislodge these impurities from the potash.
Once these impurities are dislodged, they become suspended and must be removed from the solution. Removal of these insoluble minerals is achieved by means of specialized equipment which separates the smaller insoluble particles from the larger sodium chloride (NaCl) and KCl crystals.
2.1.2.3 Flotation
The next step in the process is to separate the potash ore from the NaCl and remaining impurities. This is accomplished by flotation, a process commonly used in mining concentrators for many minerals in the mining industry. Potash ore slurry of 20-40% by weight is prepared in a flotation tank by adding additional brine. Various conditioning agents are added to the slurry, including collector oils, frothing agents, and defoaming agents, which coat the particles of potassium chloride but will not adhere to the particles of sodium chloride. The slurry is agitated and aerated in the flotation tank producing a surface froth containing the bulk of the potash, which is skimmed and transferred to a settling tank. The remaining ore (NaCl, and remaining minor impurities) sinks to the bottom during the aqueous phase and is removed as tailings. Concentrated potash ore is removed from the bottom of multiple flotation cells for further processing, while the frothing mixture is recovered.
2.1.2.4 Heavy media separation
Two operations in Saskatchewan (Esterhazy K1 and K2) produce a specialized potash product referred to as Natural Crystal Granular, an intermediate-sized product (~1.7 mm) which requires the use of heavy media separation to produce it. In this process, the mix of particles containing KCl and NaCl in this size range are introduced into a brine to which magnetite (Fe3O4) was added. The magnetite increases the brine’s specific gravity, which during centrifuging floats the KCl to the surface, while NaCl and other impurities drop out. The KCl is then sent to be debrined.
2.1.2.5 Debrining (centrifuging)
Screen bowl centrifuges are typically used in the potash sector to debrine (remove water or brine from) the flotation concentrates. Brine enters the centrifuge (from the settling tank) at one end and is spun in the centrifuge bowl. The centrifuge forces brine against a screen where product is concentrated. Effluent is forced through the screen into the bowl of the centrifuge (due to centrifugal force). The semi-dried product is passed through the centrifuge along the screen by means of conveyors to the exit where it is taken to have the remaining moisture removed.
2.1.2.6 Drying
The critical thermal process step that removes the remaining moisture from the concentrate following the centrifuging process is referred to as drying. It is essential to have as much water removed as possible to prevent caking during storage. Drying also serves to minimize shipping costs because it removes the added weight of water. Direct-fired rotary and fluidized-bed dryers (both fuelled by natural gas) are typically used to dry the material. The combustion gases remove moisture through direct, turbulent contact with the solids. Dried potash is removed to compactors or storage via a rotary or flap valve, screw conveyor, or chute.
2.1.2.7 Screening
Once potash is dried, it is size classified into products of various size distributions by means of a screening process. Mechanical agitation of a feed mixture forces smaller particles through screens with fixed mesh sizes, while larger particles remain above the screen layer.
2.1.2.8 Compaction
Facilities often have a surplus of fine and standard size fractions following the drying and screening activities. To increase production of larger coarse or granular particles, the compacting process is used. The compactor uses high pressures to compress smaller feed particles into solid flakes, up to 16 mm thick. Not all potash from the drying process is compacted; the amount that feeds the compacting process depends largely on the granular fraction demand. Once compacted, potash flake is impacted to break it apart into large fragments and then screened into granular and coarse product fractions. In a process called glazing, water is added to the sized product to help fuse internal cracks and fissures and then the fractions are re-dried in glazing dryers that are integral with the compacting circuit. Glazing helps to remove sharp edges and to reduce the generation of free fine particulate and dust emissions in handling and shipping the product.
2.1.2.9 General material handling
Material handling operations are typical of any solid fertilizer production operation. Material handling operations generally consist of storage (piles, silos, bins) and transfer operations (conveyor belts, elevators, gravity drop, pneumatic transfer, etc.). Material is also handled by loaders and bulldozers. De-dusting agents are added to minimize emissions at critical stages in material handling. Some product degradation takes place during these operations; therefore certain products are screened at the loading area and dedusted prior to loading.
Figure 2-2: Potash conventional underground mining process flow sheet

Yellow balloons indicate main sources of PM2.5, namely drying and compacting.
Grey balloons indicate minor sources of PM2.5
Description of figure 2-2
This figure depicts a process flow sheet for the conventional underground mining and processing of potash. Included in the figure are individual graphics that depict each part of the entire mining and processing operation at a typical conventional potash plant. Each graphic within the figure is unique to a part of the process and has been colour-coded and labeled to describe that part of the process. As well, the figure contains graphics depicting the main and minor sources of PM2.5 emissions from various activities associated with the potash mining and processing process.
2.2 Solution mining
2.2.1 Solution mining subsurface operations
This type of mining starts by the injection of fresh water through two injection wells directly into the underground ore body to dissolve the contained muriate of potash in situ. The impregnated brine is brought to the surface processing plant by the extraction well to remove the dissolved potassium chloride product.
2.2.2 Solution mining surface operations
2.2.2.1 Evaporation
Where evaporation is employed, pumped brine returning from the underground caverns is at 45°C and is saturated with NaCl and KCl. The next process step takes advantage of the characteristic of KCl whose solubility increases with an increase in brine temperature, and that of NaCl, whose solubility decreases with an increase in brine temperature. The brine is heated to approximately 100°C, resulting in NaCl precipitating out (due to supersaturation) and the KCl becoming undersaturated. Water is then evaporated from the brine through a series of successive evaporators to raise the concentration of KCL to saturation, force more NaCl to precipitate out, to produce brine mostly saturated with KCl. The resulting brine is pumped to the crystallization circuit.
2.2.2.2 Crystallization
The most common crystallizers used in the potash industry are referred to as draft tube crystallizers. These crystallizers operate on the principle of gravity settling, and this method is referred to as forced crystallization. Draft tube crystallizers operate in series of from four to eight units. Each sequential crystallizer operates at a lower temperature and vapour pressure to precipitate out the KCl progressively.
In the wintertime in Saskatchewan, often natural crystallization is implemented by pumping the brine directly to cooling ponds. As the brine cools and the water evaporates due to the large surface area, KCl again precipitates out, and then is dredged from the ponds and processed into potash product.
2.2.2.3 Remaining surface operations
Following this process, the remaining surface operations, namely debrining, drying, screening, and compacting are very similar to those used in conventional underground mining, as described above in section 2.1.2.
Figure 2-3: Potash solution mining process flow sheet
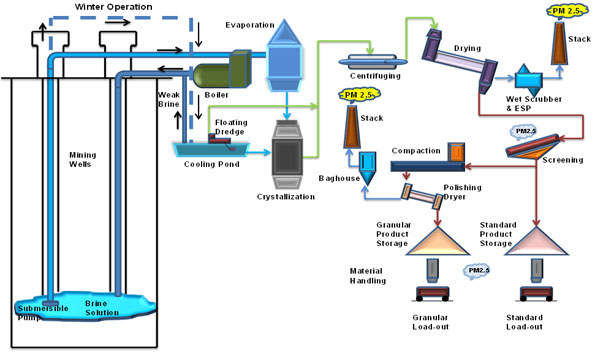
Yellow balloons indicate main sources of PM2.5, namely drying and compacting.
Grey balloons indicate minor sources of PM2.5
Description of figure 2-3
This figure depicts the process flow sheet for the solution mining and processing of potash. Included in the figure are individual graphics that depict each part of the entire mining and processing operation at a typical potash solution mining facility. Each graphic within the figure is unique to a part of the process and has been colour-coded and labeled to describe that part of the process. As well, the figure contains graphics depicting the main and minor sources of PM2.5 emissions from various activities associated with the potash mining and processing process.