
Environmental Code of Practice for Non-Integrated Steel Mills: section 2
Section 2: Operational Activities
- 2.1 Raw Materials Handling and Storage
- 2.2 Direct Reduction of Iron
- 2.3 Steelmaking
- 2.4 Continuous Casting
- 2.5 Hot Forming
- 2.6 Cold Forming
- 2.7 Pickling and Cleaning
- 2.8 Coating
This section describes the major activities involved in the operation of non-integrated steel mills. It is not intended to be an all-inclusive list of operational activities of potential environmental significance; nor are all activities and techniques necessarily applicable to all mills. Rather, the intent is to identify the nature and scope of activities addressed in the Code with emphasis on those activities that relate to the environmental concerns and mitigative measures that are discussed in Sections 3 and 4.
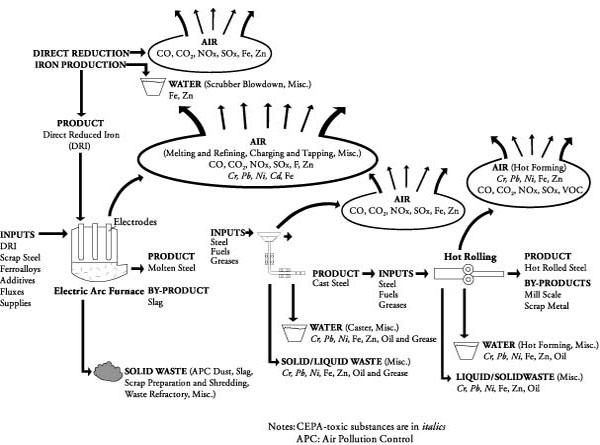
The major activities and processes of relevance to this Code of Practice and the associated environmental releases are illustrated in Figures 2.1 and 2.2.
Figure 2.1 Direct Reduction Iron Making, Electric Arc Furnace Steelmaking and Hot Forming and Related Environmental Releases
{kind=link}

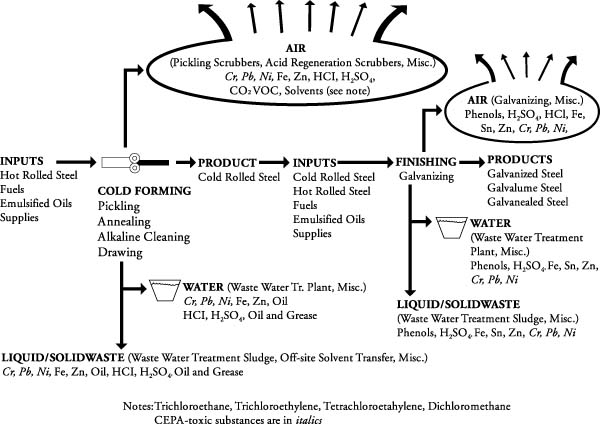
Figure 2.2 Cold Forming and Finishing and Related Environment Releases
{kind=link}

2.1 Raw Materials Handling and Storage
Steel scrap may be classified as home or "revert" scrap (generated from the steel plant operations), and purchased scrap. The availability of home scrap has been decreasing as a result of the application of new technologies aimed at increasing productivity. Purchased scrap may be classified as "prompt" industrial scrap returned directly from customers, lower-grade scrap such as shredded automobiles or turnings, mixed scrap from miscellaneous sources, obsolete scrap from the demolition of buildings or other structures, stainless steel scrap, and alloy scrap. Purchased scrap is usually transported by rail or truck and is usually stored outdoors.
Iron ore used in the direct reduction of iron process operated by Ispat Sidbec Inc. is transported by rail and boat.
Fluxing materials for steelmaking include burnt lime, burnt dolomite, fluospar, and silica. Steelmaking fluxes are usually transported by truck and stored in enclosed silos.
2.2 Direct Reduction of Iron
The Midrex direct reduction of iron process is used by Ispat Sidbec Inc. to produce direct reduced iron (DRI) to replace part of the steel scrap feed to its electric arc furnaces. In the Midrex direct reduction process, iron oxide is fed through the top of a shaft furnace. It moves down the shaft and is heated by a hot counter-flowing gas mixture of hydrogen and carbon monoxide (carbon monoxide is produced by cracking natural gas). The material is cooled and discharged from the shaft as DRI or is hot briquetted and then cooled. The DRI metalization is usually in the range of 90% to 93% carbon.
2.3 Steelmaking
The electric arc steelmaking process is used in Canadian non-integrated steel plants to produce steel. Dofasco Inc. also uses an electric arc furnace (EAF) to produce part of its steel.
The major raw material for the EAF is steel scrap, which comes from within the plant, customers, and scrap recyclers. The latter collect and process scrap from scrap automobiles, appliances, containers, demolition sites, and other sources. Several of the steel companies operate captive steel recyclers. DRI is used by Ispat Sidbec Inc. to replace part of its steel scrap feed.
The furnace shell is generally refractory-lined below the slag layer with water-cooled panels above and has a moveable refractory-lined or water-cooled roof, which swings open for scrap charging. Scrap is charged from bottom-opening buckets into the open furnace shell. Carbon electrodes are introduced through the roof, and scrap is melted by the heat generated by the electric arcs that form between the scrap and the electrodes. The heat derived from the alternating current (AC) or direct current (DC) electrical power is supplemented by natural gas, oxygen, and other fuels. Fluxing materials are added to combine with unwanted materials and form a slag. The furnace is tilted to tap the steel into a refractory-lined ladle.
Most modern steel plants increase productivity by using the EAF for the melting phase and a ladle metallurgy facility for the final refining and alloying phase. In some cases, the steel ladle is taken to a vacuum degassing station where the gas content of the molten steel is reduced for quality requirements.
2.4 Continuous Casting
Over 97% of Canadian steel production is continuously cast into semi-finished products including slabs, blooms, billets, or beam blanks depending on the finished product and metallurgical and rolling requirements. The balance is cast into moulds to produce ingots.
In the continuous casting process, a ladle containing liquid steel is positioned over a refractory-lined vessel called a tundish into which steel is tapped to a predefined level. The steel flow can be shrouded by refractory tubes to minimize contact with air. Stoppers or sliding gates in the base of the tundish are opened to control the flow of the liquid steel into one or more water-cooled oscillating copper moulds. A solid shell forms around the steel in contact with the mould and the shell. The molten core is withdrawn through the bottom of the mould and carried through guiding rollers where solidification is completed with the help of water sprays. The solidified steel is subsequently cut to length with either mechanical shears or a flame-cutting torch depending on the thickness of the steel.
2.5 Hot Forming
In many modern plants the continuous cast product is transported hot to a reheat furnace to ensure that it is at the uniform temperature required to meet the hot forming specification. Prior to hot forming, surface imperfections may be removed by scarfing the surface with an oxy-fuel flame or by mechanical means. Modern steelmaking practices aim to minimize surface imperfections and eliminate this operation. Hot forming changes the shape and metallurgical properties of the steel slab, bloom, billet, or beam blank by compressing the hot metal between electrically powered rolls. The rolls for bar, wire rod, or structural shapes (long products) have indentations to change the shape of the steel progressively to the final desired form. The rolls for sheet, strip, and plate (flat-rolled) products are flat or have a small contour to form the flat surface of the final product.
Following the hot forming operation, the product may be processed in finishing operations. These include roller straightening and cut-to-length operations for long products, sheet products and plate products, and edge trimming and coiling for strip products. Some of the strip in coil form is sent to cold forming for further processing.
2.6 Cold Forming
Ispat Sidbec Inc. and Atlas Stainless Steels have cold forming facilities for flat-rolled products. Some hot-formed products, primarily flat-rolled products (steel strip or sheet), undergo further processing by cold forming. The first process is acid pickling to remove the oxide coating that forms during hot forming. The steel strip or sheet is then cold reduced by compression between rolls to the required thickness and specifications. The material may have its metallurgical properties altered by annealing. Some flat-rolled products have a final pass in a temper mill to meet flatness and surface hardness specifications.
Some specialty or alloy bar mill products may be cold formed by pulling the bar through a die to meet shape and surface hardness specifications.
2.7 Pickling and Cleaning
The oxide coating on the surface of hot-formed flat-rolled product is removed by passing the steel strip through an acid pickling operation followed by a rinse operation to remove any trace of acid. Hydrochloric acid is the most common acid used; however, some plants use sulphuric acid. Hydrochloric acid is the most common acid used; however, some plants use sulphuric acid. A mixture of nitric acid and hydrofluoric acid is used for stainless steel.
Waste hydrochloric and sulphuric acid pickling liquors are processed in acid regeneration plants to enable reuse of the acid and the recovery of iron oxide for recycling or sale. The nitric/hydrofluoric acid mixture used for stainless steel is not amenable to such reclamation and must be treated as a waste.
Alkali or solvent cleaning is used to remove oil that remains on the product from the cold forming operation prior to annealing or coating to prevent surface staining or contamination.
2.8 Coating
A zinc coating is applied to steel strip for protection and decoration. Ispat Sidbec Inc. is the only non-integrated plant with a coating facility. It has a joint venture with Dofasco Inc. in an off-site hot dip galvanizing plant. The zinc coating is applied by hot dipping the strip into a molten bath of zinc.