
Reference method for measuring releases of fine particulate matter from stationary sources: method G
Method G: Determination of Filterable PM2.5 and Filterable Particulate Matter
1. Applicability
This method is used to measure the mass concentration and mass emission or release of filterable aerodynamic PM2.5 and filterable particulate matter (PM) from enclosed gas streams of stationary sources. The filterable PM is considered equivalent to the particulate matter from Method E, Report EPS 1/RM/8.
Direct application of the procedures specified in this method may be limited by one or more of the following conditions:
- sample locations less than two stack diameters downstream or less than 0.5 stack diameter upstream of a flow disturbance;
- duct cross-sectional areas less than 0.071 m² (113 in²) or duct diameters less than 0.3 m (12 in);
- supersaturated gas streams with entrained water droplets;
- gas stream velocities less than 3 m/s (10 ft/s) or greater than 30 m/s (100 ft/s);
- stack gas temperatures higher than 260°C (500°F) as they may cause damage to the PM2.5 cyclone;
- flammable or explosive gas streams, or those containing corrosive or unstable components;
- sources with such high particulate levels that would affect the PM2.5 separation;
- cyclonic flow patterns within the gas stream; or
- rapid fluctuations in velocity, moisture, particulate loading, and/or temperature of the gas stream due to uncontrollable process variations.
For compliance testing, possible modifications to allow sampling of sources exhibiting any of these characteristics must be approved in writing by Environment Canada.
2. Principle
Particulate matter is withdrawn at near-constant rate, but isokinetically, from pre-determined traverse points in an enclosed gas stream. The filterable PM2.5 is separated with an in-stack cyclone, and deposited in the probe and on an out-of stack heated filter maintained at a temperature of 120 ± 14°C (248 ± 25°F) or at such other temperature as is necessary to prevent blinding of the filter from condensation. The filterable PM2.5 and filterable PM is determined gravimetrically after removal of uncombined water. Simultaneous determinations of the gas stream moisture content, velocity, temperature and molecular weight allow the calculation of PM2.5concentration and emission rate. This method is used in conjunction with the Methods of Report EPS 1/RM/8, December 1993, Standard Reference Method for Source Testing: Measurement of Releases of Particulate from Stationary Sources.
Sampling isokinetically means that the velocity of the gas entering the sampling nozzle is equal to that of the undisturbed gas stream at the sampling point.
Three valid tests are required for the determination of filterable PM2.5 and particulate matter. Each test must be a minimum of two hours and collect at least 1.5 m³ (53 ft³) of stack gas on a dry basis at reference conditions.
3. Apparatus
3.1 Sample Collection
The following items are required for sample collection:
PM2.5 Cyclone. A stainless steel (316 or equivalent) or Teflon-coated PM2.5 cyclone that meets the dimensional specifications of Figure G-1 to within ± 0.02 cm (± 0.01 in). The fluoropolymer O-rings used in the cyclone have a temperature limit of approximately 205°C (400°F). Use stainless steel sealing rings for temperatures between 205°C and 260°C (400°F to 500°F). Contact Environment Canada for temperatures above 260°C (500°F).
Nozzles. A set of straight stainless steel nozzles (316 or equivalent) with sharp, tapered leading edges, as shown in Figures G-2 and Figure G-3. The nozzles may be coated with Teflon.
Figure G-1 Cyclone Interior Dimensions
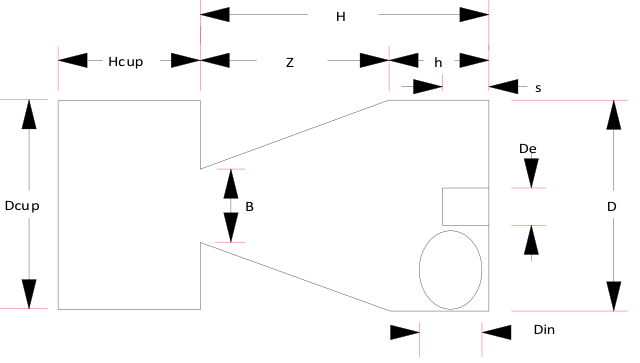
Description of Figure G-1
Figure G-1 shows the dimensions of a cyclone fitted at the front of the sampling probe to retain particulate matter larger than 2.5 microns. The cyclone consists of a conical body; a threaded tangential gas entry; a threaded connection to the sampling probe, and a threaded coarse particulate collection cup. Once it is assembled, the cyclone axis coincides with the axis of the probe.
| Cyclone IV (2.5 micrometer) |
Din | D | De | B | H | h | Z | S | Hcup | Dcup |
|---|---|---|---|---|---|---|---|---|---|---|
| micrometer | 0.51 | 2.54 | 0.59 | 1.09 | 2.68 | 1.03 | 1.65 | 0.58 | 2.22 | 2.62 |
Figure G-2 Nozzle Design for PM2.5 Cyclone (High Stack Gas Velocity)
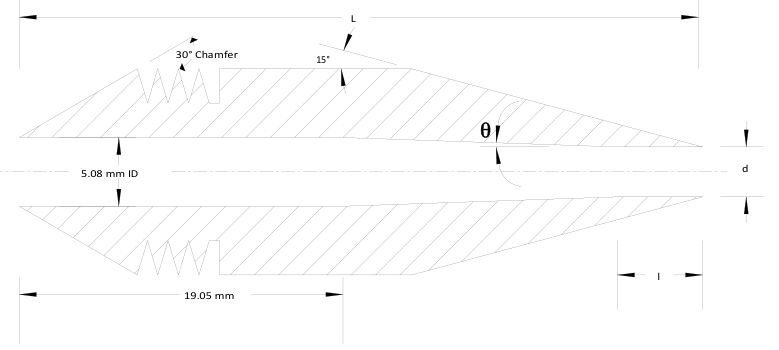
Description of Figure G-2
Figure G-2 shows the dimensions of 6 interchangeable nozzles for high stack velocities. In these nozzles the leading edge inner diameter ranges from 3.175 mm to 5.080 mm, whereas the inner diameter of the orifice facing the cyclone is 5.080 mm. The length of all these nozzles is 36.830 mm. The conical transition between the leading edge smaller diameter to the common cyclone entry diameter ranges from 3 to 0 degrees.
| Nozzle Diameter, d (mm) |
Internal Cone Angle, θ (degrees) |
Straight Inlet Length, l (mm) |
Total Length, L (mm) |
||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 3.175 | 3 | ≤ 1.27 | 36.830 ± 1.27 | 3.505 | 2 | ≤ 1.27 | 36.830 ± 1.27 | 3.962 | 1 | ≤ 1.27 | 36.830 ± 1.27 | 4.369 | 1 | ≤ 1.27 | 36.830 ± 1.27 | 4.775 | 1 | ≤ 1.27 | 36.830 ± 1.27 | 5.080 | 0 | ≤ 1.27 | 36.830 ± 1.27 |
Figure G-3 Nozzle Design for PM2.5 Cyclone (Low Stack Gas Velocity)
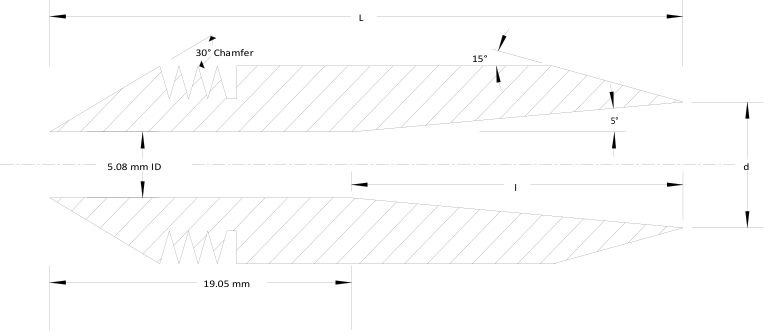
Description of Figure G-3
Figure G-3 shows the dimensions of 6 interchangeable nozzles for low stack velocities. In these nozzles the leading edge inner diameter ranges from 5.486 mm to 8.128 mm, whereas the inner diameter of the orifice facing the cyclone is 5.080 mm. The length of these nozzles ranges from 21.412 to 36.525 mm. A 5 degrees conical transition joins the larger leading edge diameter to the common cyclone entry diameter.
| Nozzle Diameter, d (mm) |
Straight Inlet Length, l (mm) |
Total Length, L (mm) |
|||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 5.486 | 2.362 | 21.412 | 5.944 | 4.928 | 23.978 | 6.426 | 7.722 | 26.772 | 6.960 | 10.719 | 29.769 | 7.518 | 13.945 | 32.995 | 8.128 | 17.475 | 36.525 |
An example of an assembled PM2.5 cyclone and nozzle assembly is illustrated in Figure G-4. This assembly will pass through a standard 102 mm (4 in) port.
Figure G-4 Assembled PM2.5Cyclone
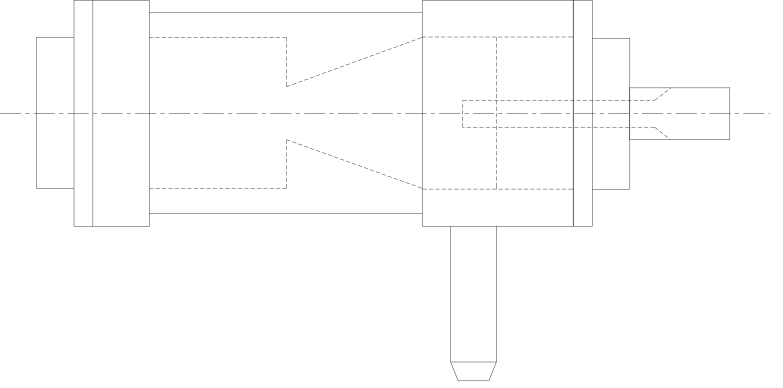
Description of Figure G-4
Figure G-4 is a schematic depiction of the assembled PM2.5 cyclone. It is noticed that the coarse particulate cup is at the tip of the probe, whereas that the opposite end of the cyclone is connected to the probe.
Probe. A borosilicate or quartz glass liner. Where length or strength limitations preclude the use of a glass liner, a seamless tubing made from an inert and corrosion-resistant material such as 316 stainless steel, Incoloy 825 or Teflon may be used. The liner is encased in a stainless-steel tube with an outer diameter equal to 2.5 cm (1.0 in) and a heating and temperature indicating system capable of maintaining the exit gas temperature at 120 ± 14°C (248 ± 25°F), or at such a temperature necessary to prevent condensation.
Pitot Tube. An S-type (Stausscheibe) pitot tube attached to the probe. The face openings of the pitot tube and the cyclone nozzle shall be parallel to each other. The pitot tube must be separated from the PM2.5 cyclone and the temperature sensor by at least 2.5 cm (1.0 in). The probe assembly shall be calibrated according to the procedures specified in Reference Method EPS 1/RM/8, Method F. The calibration must be performed with the entire sampling assembly (cyclone, pitot tube and thermocouple).
Stack Temperature Sensor. A calibrated thermocouple or other suitable temperature sensor capable of measuring the stack temperature within 1.5% of the minimum absolute stack temperature. The sensor must be separated from the PM2.5 cyclone and the pitot tube by at least 2.5 cm (1.0 in).
Primary Filter Holder. A borosilicate filter holder with an inert filter support (glass frit, Teflon plate, perforated stainless steel mesh or perforated plate) fitted with soft sealing surfaces to prevent gas leakage into or around the filter. A Teflon filter support with fluoropolymer O-rings is recommended. The filter must not be pinched between the O-ring and the filter support.
The primary filter holder is located inside the filter compartment.
Filter Compartment Heating System. A heating system capable of maintaining the temperature in the filter compartment at 120 ± 14°C (248 ± 25°F) or a higher temperature as is necessary to prevent blinding of the filter from condensation. A thermocouple or other temperature sensor is also required to measure the compartment temperature to within 3°C (5°F).
Impingers. Four Greenburg-Smith impingers are connected in series. The first, third and fourth impingers are modified by replacing the tips and impaction plates of the standard design with a 13 mm (0.5 in) ID glass tube extending to within 13 mm (0.5 in) of the bottom of the impinger. The second impinger has the standard tip and impaction plate. The impingers are contained in an ice bath during sampling. The impingers may be replaced by any other suitable condenser providing that the condensed liquid is to be used for moisture determination only. A temperature sensor capable of measuring to within 1°C (2°F) shall be placed at the outlet of the last impinger.
Vacuum Pump. A leakless vacuum pump capable of maintaining an isokinetic sampling rate while continuously withdrawing a portion of the stack gases through the sampling train. The pump intake vacuum is measured to within 13 mm Hg (0.5 in Hg) by a vacuum gauge attached to the vacuum line connecting the pump to the last impinger outlet. The sample flow rate is controlled by a combination of coarse and fine (by-pass) valves.
Metering System. A calibrated dry gas meter with inlet and outlet temperature sensors. The meter shall be calibrated according to the procedures specified in Method F, Reference Method EPS 1/RM/8. The temperature sensors must be capable of measuring to within 3°C (5°F).
Orifice. A calibrated orifice connected to the outlet of the dry gas meter. The orifice shall be calibrated according to the procedure specified in Method F, Reference Method EPS 1/RM/8.
Differential Pressure Indicators. The devices, such as inclined manometers, must be capable of measuring the pitot tube velocity pressure (∆p) and the pressure drop across the orifice to within 0.1 mm (0.005 in) H2O on the 0 to 25 mm (0 to 1 in) H2O scale, and 1 mm (0.05 in) H2O on the 25 to 250 mm (1 to 10 in) H2O scale. An inclined manometer filled with liquid of the corresponding density is considered a primary standard. Other devices must be calibrated against a primary standard prior to the test. A more sensitive device shall be required when ∆p values are less than 1.3 mm H2O (0.05 in H2O).
Barometer. A barometer capable of measuring atmospheric pressure to within 2.5 mm Hg (0.1 in Hg). The device must be calibrated against a primary standard prior to the test. Alternatively, the uncorrected atmospheric pressure provided by the local weather office may be used with an adjustment for the elevation above sea level of the sampling site. Deduct 2.5 mm Hg per 30.5 m (0.1 in Hg per 100 ft) elevation above sea level.
Timekeeping Device. A timekeeping device is required to measure the elapsed sampling time and the dwell time at each traverse point. The time keeping device must have a minimum resolution of 0.1 minutes.
3.2 Sample Recovery
The following items are required for sample recovery:
Probe and Cyclone Brushes. Nylon bristle brushes of a length and diameter suitable for cleaning the PM2.5 cyclone and the probe. Teflon tubing brush handles are recommended for acetone and water rinsing. When not in use, the probe and cyclone brushes should be stored within a plastic bag, to avoid contamination.
Desiccator. An air tight laboratory cabinet to stabilize the temperature and moisture level of filters and evaporation residues prior to weighing. The desiccators must contain a tray with silica gel or equivalent desiccant, at ambient laboratory temperature.
Balances. An analytical balance capable of weighing the filter, PM2.5 cyclone and probe rinse residues to within ± 0.1 mg or less, and a trip or top loading balance capable of weighing loaded impingers to within ± 0.1 g or less.
Drying Oven. A vented temperature-controlled oven capable of controlling the temperature to 105°C (221°F) to within 3°C (5°F).
Miscellaneous. Wash bottles, sufficient quantity of sample containers large enough to hold all rinses and Petri dishes for holding the filter samples. All items shall be made of materials such as glass, Teflon, or polypropylene which are chemically inert to both the samples and the reagents used for sample recovery.
4. Reagents and Materials
4.1 Sample Collection
The following items are required for sample collection:
Filter. A flash-fired glass fibre filter (organic binder removed) of a diameter compatible with the filter holder with an efficiency of at least 99.95% for 0.3 µm particles in accordance with the most recent version of ASTM Standard D2986. The manufacturer’s test data for the filter is sufficient. The filter material must be chemically inert to stack gas components such as sulphur dioxide (SO2). Depending on the nature of the source and the analyses required, other types of filter media may be used, subject to approval by Environment Canada.
The filter must be desiccated to a constant weight before being used. This may be accomplished by desiccating the filter for at least 24 hours with silica gel or equivalent desiccant at 20 ± 6°C (68 ± 10°F). Weigh the filter to the nearest 0.1 mg at intervals of six hours or more in a room where the relative humidity is 50% or less. The weighing must be completed within two minutes after the filter is removed from the desiccator. The constant weight is attained when the difference between two consecutive readings is less than 0.5 mg. Place the pre-weighed filter in a clean labeled Petri dish to prevent contamination during transportation to the sampling site.
Miscellaneous. Distilled or deionized water, crushed ice, fluoropolymer O-rings to seal joints and indicating type 6-16 mesh silica gel.
4.2 Sample Recovery
The following items are required for sample recovery:
Acetone. Reagent grade, low-residue acetone less than 0.001 percent by weight.
Water. The quality of the distilled or deionized water shall conform to specifications for Type II water given by the most recent version of Standard ASTM D1193.
Sample Jars. Chemically inert wide-mouth sample jars of a capacity of 250 mL to store the rinses of the nozzle, cyclone, probe liner and the front half of the filter holder.
Petri Dishes. Glass or plastic Petri dishes of a size greater than the filter.
The procedures in Section 5.1 of Method H are recommended for the weighing of rinse residues (use of reference jar).
5. Procedures
5.1 Sample Collection
Preliminary. In the absence of any previous knowledge of the stack variables, a preliminary test should be conducted to obtain the following data:
- Number and location of the traverse points in accordance to Method A, Reference Method EPS 1/RM/8.
- Velocity profile across the stack (Method B, Reference Method EPS 1/RM/8). The use of the pitot-PM2.5 cyclone head assembly is recommended.
- Stack temperature and pressure (Method B, Reference Method EPS 1/RM/8).
- Stack gas molecular weight (Method C, Reference Method EPS 1/RM/8).
- Stack gas moisture content (Method D, Reference Method EPS 1/RM/8).
Since the nozzle on the cyclone is not situated at the extreme tip of the probe assembly, it may be impossible to locate the nozzle on the last traverse point on the far wall. In this case, place the nozzle at the second last point.
Sampling Rate Selection. The cutoff diameter of the PM2.5 cyclone determines the sampling rate. At the same time, the isokinetic criteria must also be met at each traverse point. These simultaneous requirements may be met by varying dwell time at each point, changing nozzles and biasing the sampling up to 20% (up to 10% for particulate matter) with respect to the isokinetic rate.
Using the information from the preliminary stack run (Pbar, Δps, Ts, Bwo, %O2 and %CO2) determine Ms and Md. Calculate the viscosity of the stack gas and the Cunningham factor. These will be used to determine the following parameters at each traverse point.
- Nozzle diameter
- Sampling rate or the pressure difference across the orifice (ΔH)
- Dwell time
So as to meet the following conditions:
- Dwell times proportional to stack gas velocity, with a target average dwell time of five minutes per reading
- 2.25 microns ≤ cutoff diameter ≤ 2.75 microns
- 80% ≤ isokineticity ≤ 120% (90% ≤ isokineticity ≤ 110% for PM)
Each of these conditions must be met in ≥ 90% of the traverse readings.
An example of a decision chart for selecting the PM2.5 cutoff and sampling rate is illustrated in Figure G-9. Other iterative approaches are possible to meet the cutoff and the isokinetics. The desired sampling rate through the nozzle, Qnozzle, is the product of the actual local velocity at the nozzle tip (Us) and the area of the nozzle. The velocity is calculated using Equation B-2 of Method B, Reference Method EPS 1/RM/8. Once the iso-adjusted sampling rate through the nozzle is determined, the orifice setting, ∆H, is calculated using Equation F-3 of Method F, Reference Method EPS 1/RM/8.
Dwell Time Selection. Based on the preliminary traverse data calculate the average stack gas velocity, which will become the reference or “anchor” velocity for the dwell time calculations of all the points of the test run. The dwell time for each point is calculated at the time of actual sampling as follows:
Dwell Timepoint = Dwell Timeaverage* Us / Uanchor
For convenience, round the dwell time to either to the closest 15 seconds or tenth of a minute, depending on the units of the timekeeping device being used. Use the actual stack gas velocities measured during sampling to calculate the dwell time at each traverse point.
Total Test Run Time. After calculating the anchor velocity and determining the number of traverse points, choose an average dwell time and the number of readings per point that will result in a sample of at least 1.5 m³ at dry reference conditions. The average dwell time for all the readings must not exceed five minutes and multiple readings may be required at each traverse point.
Sampling Train Preparation. Prepare the sample train in a clean area to minimize contamination. Mark the probe with heat resistant markings to denote the location of each sampling point. Use a pair of tweezers to place the labeled and tared filter in the filter holder.
Place 100 mL of water in each of the first and second impingers. Leave the third impinger empty. Place approximately 100 to 300 grams silica gel in the fourth impinger. Record the weight to the nearest 0.5 g of each impinger on the Moisture Analysis Data Sheet (Figure G-6).
Set up the sampling train as in Figure G-5. Adjust the filter compartment and probe heating system to maintain a temperature of 120 ± 14°C (248 ± 25°F) or such other temperature as is necessary to prevent blinding of the filter due to condensation.
Figure G-5 Method G Schematic
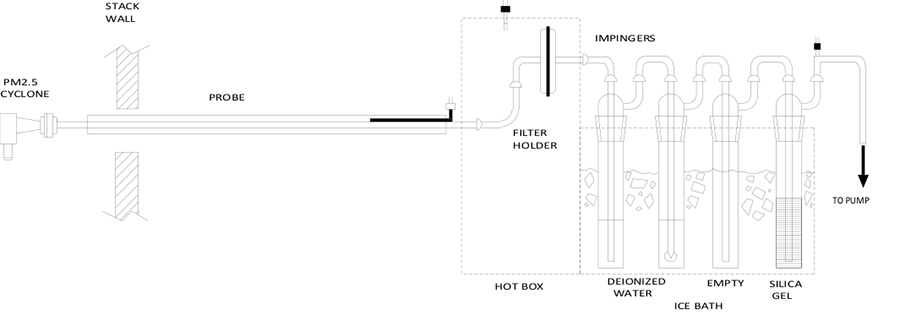
Description of Figure G-5
Figure G-5 is a schematic depiction of the Method G sampling train, which in essence is a Method E train in which the goose neck nozzle was substituted by the PM2.5cyclone.
Conduct a mandatory pre-test leak check of the sampling train by plugging the nozzle inlet and pulling a vacuum of 380 mm Hg (15 in. Hg) for at least one minute. The leakage rate must be less than 0.57 L/min (0.02 ft³/min) or 4% of the estimated average sampling rate, whichever is less. Sampling must not proceed until the leakage rate is acceptable. Record the actual leakage rate on the Particulate Sampling Data Sheet (Figure G-10). Place ice and water in the impinger box before sampling.
It is recommended to conduct a pre-test leak check of the stack gas velocity measurement system as follows:
- blow through the pitot impact opening until at least 7.6 cm (3.0 in) water velocity head registers on the manometer; then close off the impact opening. The pressure shall remain stable for at least 15 seconds
- do the same for the static pressure side, except using suction to obtain the minimum of 7.6 cm (3.0 in) water column reading.
Other equivalent leak-check procedures may be used.
Sampling Train Operation. Clean the portholes prior to sampling to avoid the extraneous pickup of settled dust in the nozzle. Insert the cyclone assembly through the port ensuring that the nozzle does not scrape against the port wall. Seal the port. To begin sampling, record the initial dry gas meter reading and point the selected nozzle directly into the gas stream at the first sampling point. Read the Δp and the stack gas temperature. Hold the probe at this position for a minimum of five minutes so that the temperature of the PM2.5 cyclone reaches the stack gas temperature within ± 28°C (± 50°F).
Using a spreadsheet or a programmable calculator, determine the dwell time and the orifice setting that result in:
- 2.25 microns ≤ PM2.5 cyclone cutoff diameter ≤ 2.75 microns
- 80% ≤ isokineticity ≤ 120% (90% ≤ isokineticity ≤ 110%, for PM)
Note:
If the preliminary traverse was performed just preceding sampling, the point-by-point nozzle diameters and orifice settings determined with the preliminary data may, in most cases, be utilized. Significant variation in stack temperature or velocity from the preliminary measurements will require these settings to be determined while sampling.
Simultaneously start the vacuum pump and the timekeeping device. Rapidly adjust the flow control valves to the desired orifice setting. Sample all traverse points while maintaining the point-specific dwell time, the PM2.5 cutoff diameter and the isokinetics. Add more ice and water to the ice box, as required, to maintain the temperature of the last impinger exit in the range of 0° to 20°C (32° to 68°F).
Record instrumentation readings on the Particulate Sampling Data Sheet (Figure G-10) at each traverse point. Readings must also be recorded before and after a leak check and when the sampling is halted. The total sample volume must be at least 1.5 m³measured at dry reference conditions. This target volume may require two or more consecutive readings per traverse point. Record the dwell times to the nearest 15 seconds or tenth of a minute to facilitate record keeping.
Sites where the point-to-point gas velocity varies by more than ± 20% (± 10% for PM) may require the use of two or more nozzles per test run to meet the isokinetic criteria. If the preliminary traverse or previous test run indicates that all the traverse points may be sampled using the same nozzle, then move the probe to the next point. If the preliminary traverse or previous test run indicates that more than one nozzle is necessary, then sample first the traverse points corresponding to the same nozzle. Then turn off the pump and immediately withdraw the probe from the stack. Replace the nozzle without delay and store the replaced nozzle in a clean sealed container. Do not leak test the train. Reinsert the probe and continue the test run.
When it is necessary to halt sampling temporarily, either to dismantle the sampling train during port changeover or to change a train component other than the nozzle, turn off the pump and immediately withdraw the probe from the stack. Separate the PM2.5 cyclone, plug the end of the probe and conduct a mandatory leak check on the rest of the train by pulling a vacuum equal or greater than the maximum recorded during sampling. Record the actual leakage rate. If the leakage rate exceeds 0.57 L/min (0.02 ft³/min) or 4% of the sampling flow rate, the test is invalid. If the leakage rate is acceptable, proceed with dismantling the sampling train or changing the train component. Before continuing with the test, conduct a mandatory leak check (without the PM2.5 cyclone) by following the pre-test leak check procedures used during sampling train preparation. Then, install and tighten the PM2.5 cyclone connection.
When the test is completed, carefully remove the PM2.5 cyclone, plug the end of the probe and conduct a mandatory post-leak check on the sampling train by pulling a vacuum equal to or greater than the maximum value observed during sampling. Record the actual leakage rate, which must be less than 0.57 L/min (0.02 ft³/min) or 4% of the sampling rate, whichever is less. If the leakage rate is acceptable proceed to recover the samples.
Conduct a mandatory post-test leak check of the stack gas velocity measurement system following the same procedure as the recommended pre-test leak check.
5.2 Sample Recovery
Carefully disconnect the probe from the sampling train and seal all openings. Seal the openings of the PM2.5 cyclone. Exercise care in moving the train components from the test site to the sample recovery area to minimize the loss of collected particulate matter or contamination.
Weigh each of the components that collected condensate or moisture to the nearest 0.5 g and record the results in the Moisture Analysis Data Sheet (Figure G-6). If chemical analysis of the condensate is required, then transfer the condensate and corresponding rinses into an additional container. Seal and label the container and mark the liquid level. Discard or recycle the spent silica gel. Use a fine tip marker to mark the levels on all the containers.
Partition the train samples as follows:
PM2.5 Cyclone Rinse (Containers No. 1 and 2). Carefully wipe any visible traces of particulate from the exterior surfaces of the nozzle and cyclone. Wash and brush the interior surfaces of the nozzle and the cyclone with approximately 100 mL water. Store these rinses in Container No.1. This container does not need to be tared. Then wash and brush the interior surfaces of the nozzle and the cyclone with approximately 100 mL of acetone. Place these washings into Container No. 2. This container needs to be tared or quantitatively transferred to a tared container for gravimetric determination. Seal and label the containers and mark the liquid levels.
Cyclone Exit Tube, Probe Liner and Front Half of Filter Holder Rinse (Container No. 3 and 4). Wash and brush the interior surfaces with approximately 100 mL of water. Store these rinses in Container 3. This container does not need to be tared. Then wash and brush the interior surfaces with approximately 100 mL of acetone. Place these washings into Container No. 4. This container needs to be tared or quantitatively transferred to a tared container for gravimetric determination. Seal and label the containers and mark the liquid levels.
Filter (Container No. 5). Use a pair of clean tweezers or a sharp edge to transfer the glass fibre filter and any loose material that may adhere to the filter support into a Petri dish. Seal and label the sample container.
Blank (Containers No. 6 and 7). Place 100 mL of water and 100 mL of acetone, each one taken directly from the corresponding wash bottle being used, into Containers No. 6 and 7, respectively. Container No. 6 does not need to be tared. Container No. 7 needs to be tared or quantitatively transferred to a tared container upon receipt for gravimetric determination. Seal and label the containers and mark the liquid levels.
Figure G-6 Moisture Analysis Data Sheet
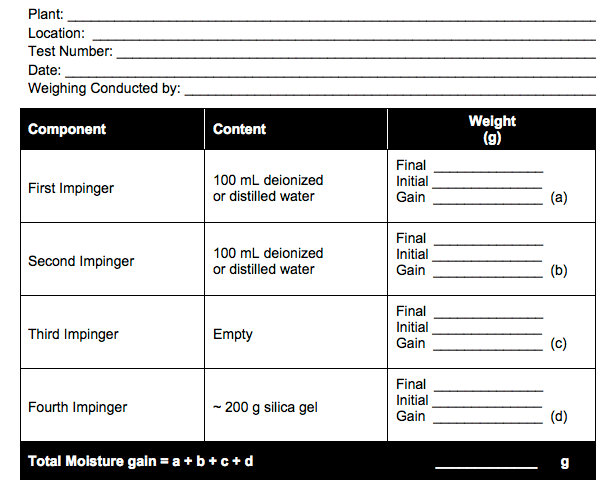
Description of Figure G-6
Figure G-6 is a template used to determine the mass of moisture collected during a test run. The heading prompts the recording of the following data for each test run:
- Plant
- Location
- Test number
- Date
- Test conducted by
The main body of the table has 3 columns: Components; Content; and Weight.
- The Components are: 1st Impinger, 2ndImpinger, 3rd. Impinger and 4thImpinger
- The Content column describes the contents of the impingers at the beginning of the run.
- The Weight column states the final weight, initial weight and the net gain of each of the impingers at the end of the run. The gains from all the components are added together to determine the moisture collected, in grams.
5.3 Sample Analysis
All analyses shall be performed in a clean laboratory equipped with a fume hood. The relative humidity of the room in which weighing is performed should be maintained at or below 50%.
Containers No. 1 and 2 (PM2.5 Cyclone Water and Acetone Rinse). Note the liquid level of the containers and determine if leakage occurred during transport. If there is a loss of the sample, the +PM2.5 results will be invalid. Allow the contents of Container No. 2 containing the acetone to evaporate to dryness at room temperature in a fume hood. Quantitatively transfer the contents of Container No. 1 to the residue of Container No. 2. Place the open container in a 105°C (220°F) oven to evaporate the aqueous phase. Then place the open container in a desiccator for 24 hours. Weigh until consecutive readings are less than 0.5 mg apart and record the result to the nearest 0.1 mg on the Particulate Analytical Data Sheet (Figure G-7). A minimum of six hours must be allowed between consecutive readings.
Containers No. 3 and 4 (Water and Acetone Rinses of Cyclone Exit Tube, Probe Liner and Front Half of Filter Holder). Note the liquid level of the container and determine if leakage occurred during transport. If there is a loss of the sample, the filterable PM2.5 result will be invalid. Allow the contents of Container No. 4 containing the acetone to evaporate to dryness at room temperature in a fume hood. Quantitatively transfer the contents of Container No. 3 to the residue of Container No. 4. Place the open container in a 105°C (220°F) oven to evaporate the aqueous phase. Then place the open container in a desiccator for 24 hours. Weigh until consecutive readings are less than 0.5 mg apart and record the result to the nearest 0.1 mg on the Particulate Analytical Data Sheet (Figure G-7). A minimum of six hours must be allowed between consecutive readings.
Container No. 5 (Filter). Transfer the filter and any loose particulate matter and filter material from the Petri dish to a tared weighing dish. Place the open container in a desiccator for 24 hours. Weigh until consecutive readings are less than 0.5 mg apart and record the result to the nearest 0.1 mg on the Particulate Analytical Data Sheet (Figure G-7). A minimum of six hours must be allowed between consecutive readings.
Containers No. 6 and 7 (Water and Acetone Blanks). Note the liquid level of the container and determine if leakage occurred during transport. If there is a loss of the sample, then the blank correction will be invalid. Allow the contents of Container No. 7 containing the acetone to evaporate to dryness at room temperature in a fume hood. Quantitatively transfer the contents on Container No. 6 to the residue of Container No. 7. Place the open container in a 105°C (220°F) oven to evaporate the aqueous phase. Then place the open container in a desiccator for 24 hours. Weigh until consecutive readings are less than 0.5 mg apart and record the result to the nearest 0.1 mg on the Particulate Analytical Data Sheet (Figure G-7). A minimum of six hours must be allowed between consecutive readings.
Notes:
- The weight of the water/acetone blank must not exceed 2 mg
- Do not correct for negative blank values
- No blank corrections are allowed when blank residue is above 2 mg
- The value for WPM is valid only when the isokinetics are between 90 to 110%
Figure G-7 Particulate Analytical Data Sheet

Description of Figure G-7
Figure G-7 is a template to document the conditions in which the laboratory receives the samples from each test run, and to record the gravimetric PM2.5determinations. The heading prompts the recording of the following data for each run:
- Plant
- Location
- Test number
- Date
- Test conducted by
The 3 columns of the main section of the table deals with the sample reception conditions: Container/Jar No.; Description; and Observations.
- Each run produces 7 samples that that may be checked in the corresponding row.
- The sample descriptions are listed in the second column: 1) water rinse of the PM2.5 nozzle and cyclone; 2) acetone rinse of the PM2.5 nozzle and cyclone; 3) water rinse of the cyclone tube exit, probe liner and front-half of the filter holder; 4) acetone rinse of the cyclone tube exit, probe liner and front-half of the filter holder; 5) Filter; 6) water blank; and 7) acetone blank
- The Observations column elicits answer to questions about leakage during transport, and sample container seal conditions.
6. Calculations (SI Unit Equations)
See Appendix G for Imperial Unit Equations
During a test run, field data should be entered in the units of the stack sampling equipment (Imperial or common practice metric units). The equations of this method follow the common practice units, to facilitate its application and to avoid errors. The results may be converted, if necessary, to the units specified in the applicable standards or guidelines. The use of term weight actually refers to mass. The abbreviation “W” is used for weight (or mass) to avoid confusion with “M” which is used for molecular weight (or mass).
The method detection limit for the gravimetric determination of residues from jars is 0.42 mg. The total expanded uncertainty (95% probability) for filterable PM (+PM2.5 and PM2.5) is 1.0 mg. Based on 15 co-located paired trains at a Portland cement plant, the relative deviation is 2.9% and 3.1% for filterable PM2.5 and filterable particulate matter, respectively.
Stack Gas Viscosity. The viscosity of the stack gas µs is calculated using Equation G-1.
Equation G-1

Description of Equation G-1
µs (micropoise) equals to a 6 term polynomial function of stack gas a) absolute temperature; b) oxygen volumetric fraction; and c) moisture volumetric fraction. The 1st term is a -150.3162 micropoise constant. The 2nd term is an 18.0614 micropoise/K0.5constant, divided by the square root of the stack gas temperature (Ts, K). The 3rdterm is a 1.19183x106micropoise/K2 constant, divided by the square of the stack gas temperature (Ts, K). The 4th term is a 0.591123 micropoise constant, times the percent wet oxygen concentration (O2 w, %). The 5th term is a -91.9723 micropoise constant, times the stack gas moisture volume fraction (Bws, decimal). The 6th term is a 4.91705 x 10-5micropoise/K2 constant, times the stack gas moisture volume fraction (Bws, decimal) and the square of the stack gas temperature (Ts, K).
where:
C1 = -150.3162 (micropoise)
C2 = 18.0614 (micropoise/K0.5)
C3 = 1.19183 x 106(micropoise/K²)
C4 = 0.591123 (micropoise)
C5 = 91.9723 (micropoise)
C6 = 4.91705 x 10-5(micropoise/K²)
As the oxygen level in a stack gas is usually measured on a dry basis, the following relationship must be used to calculate the percent of oxygen in the stack gas on a wet basis.
%O2,w = (1-Bwo) x %O2,d
Cunningham Correction Factor. The Cunningham correction factor is calculated using Equation G-2. Set D50 at 2.5.
Equation G-2

Description of Equation G-2
C (adimensional) equals to 1.00 plus a product of 3 factors. The 1st factor is the constant 2.5985 x 10-2. The 2nd factor is the stack gas viscosity (µs, micropoise) divided by the product of the absolute stack pressure (Ps, kPa) and the cyclone cutoff diameter (D50, microns). The 3rdfactor is the square root of [the quotient of stack gas temperature (Ts, K) divided by the stack gas wet molecular weight (Ms, g/g-mol)].
Cyclone Reynolds Number. The Reynolds number at sampling conditions is calculated using Equation G-3.
Equation G-3

Description of Equation G-3
Re (adimensional) equals to the product of 5005.65 times the stack gas pressure (Ps, kPa); times the stack gas wet molecular weight (Ms, g/g-mol); times the volumetric flow rate through the nozzle (Qnozzle, L/minute); divided by the stack gas viscosity (µs, micropoise) and the stack gas temperature (Ts, K)
Qnozzle is the product of the actual velocity at the nozzle for each traverse point, the area of the nozzle and an iso-adjustment factor to meet the D50cutoff.
Cyclone cutoff. The cutoff of the PM2.5 cyclone, for a given sample flow rate and Reynolds number is calculated using Equation G-4 or G-5.
For a Reynolds number less than 3162 use Equation G-4.
Equation G-4

Description of Equation G-4
If the Reynolds number is less than 3,162, then the cyclone cutoff (D50, micron) equals to the product of the following 4 factors. The 1st factor is 0.4273. The 2nd factor is [the ratio of the stack gas viscosity (µs, micropoise) to the volumetric flow rate through the nozzle (Qnozzle, L/minute)], elevated to the power 1.1791. The 3rd factor is the square root of the inverse of the Cunningham factor (C, adimensional). The 4th factor is the power 0.6790 of [the absolute temperature (Ts, K) divided by the stack pressure (Ps, kPa) and the wet molecular weight (Ms, g/g-mol)]
For a Reynolds number greater than 3162 use Equation G-5.
Equation G-5

Description of Equation G-5
If the Reynolds number is greater than 3,162, then the cyclone cutoff (D50 , micron) equals to the product of the following 4 factors. The 1st factor is 0.5071. The 2nd factor is [the ratio of the stack gas viscosity (µs, micro poise) to the volumetric flow rate through the nozzle (Qnozzle, ft3/minute)], elevated to the power 0.8058. The 3rd factor is square root of the inverse of the Cunningham factor (C, adimensional). The 4th factor is the power 0.3058 of [the absolute temperature (Ts, K) divided by the product of the stack pressure (Ps, kPa) and the wet molecular weight (Ms, g/g-mol)]
Volume of Stack Gas Sample. Correct the total sample volume measured by the gas meter to reference temperature and pressure conditions (298 K and 101.325 kPa) using equation G-6.
Equation G-6

Description of Equation G-6
Vm ref (m3) equals to the product of the following 4 factors and 2 divisors. The 1st factor is the dry gas meter correction factor (γ, adimensional). The 2nd factor is the volume of the stack gas sample at dry gas meter conditions (Vm, m3). The 3rd factor is the reference temperature (Tref, K). The 4th factor is [the sum of the barometric pressure (Pbar, kPa) plus the average pressure drop across the orifice (ΔHavg, kPa)]. The 1st divisor is the average temperature of the gas meter (Tm avg, K). The 2nd divisor is the reference pressure (Pref, kPa)
Volume of Water Vapour. Calculate the volume of water vapour in the stack gas sample at reference conditions using Equation G-7.
Equation G-7

Description of Equation G-7
Vw ref (m3) equals to the product of a 0.00136 constant times the weight of the water collected in the impingers WH2O (g)
Moisture Content of the Stack Gas. Calculate the volumetric fraction of water vapour in the stack gas at reference conditions using equation G-8.
Equation G-8

Description of Equation G-8
Bwo (decimal) equals to the ratio of the reference volume of water vapor collected (Vw ref, m3) divided by the sum of the reference stack gas sample volume (Vm ref, m3) plus the reference volume of water vapor collected (Vw ref, m3)
For saturated or supersaturated stack gas, use a psychrometric chart or equation to determine Bwo.
Absolute Stack gas Pressure. Calculate the absolute stack gas pressure using Equation G-9.
Equation G-9

Description of Equation G-9
Ps (kPa) equals to the sum of the barometric pressure (Pbar, kPa) plus the static pressure (Δ>Ps, kPa)
Stack Gas Molecular Weight. Calculate the stack gas molecular weight on a wet basis using Equation G-10.
Equation G-10

Description of Equation G-10
Ms (g/g-mol) equals to the product of the stack gas dry molecular weight (Md, g/g-mol) times [1 - the volume fraction of water vapor in the stack gas (Bwo, decimal)] plus 18 times the volume fraction of water in the stack gas (Bwo, decimal)
Note:
Use Equation C-2 or C-3 of Method C to calculate Md.
Stack Gas Velocity. Calculate the stack gas velocity measured at each traverse point using Equation G-11.
Equation G-11

Description of Equation G-11
Us (m/s) equals to the product of 3 factors. The 1st factor is the constant 128.95. The 2nd factor is the pitot tube coefficient (Cp, adimensional). The 3rd factor is the square root of [the product of the stack gas velocity (Δp, kPa) times the stack gas temperature (Ts, K) divided by the absolute stack gas pressure (Ps, kPa) and the stack gas molecular weight (Ms, g/g-mol)]
Volumetric Stack Gas Flow Rate. Calculate the volumetric flow rate of the stack gas on a dry basis and reference conditions using Equation G-12.
Equation G-12

Adjust the stack cross-section area by the average area blocked by the PM2.5 sizing head and probe assembly during the run. For cylindrical stacks and probes of standard diameter (2.5 cm, 1 inch) adjust the stack cross-section by the factor shown in Figure G-8.
Description of Equation G-12
Qs (m3/h) equals to the product of 6 factors. The 1st factor is the constant 3600. The 2nd factor is the average stack gas velocity (Us avg, m/s). The 3rd factor is the inside cross sectional area of the stack or duct (As, m3). The 4th factor is the term [1 - the volumetric moisture fraction of the stack gas (Bwo, decimal)]. The 5th factor is the product of the reference temperature (Tref, K) times the stack gas pressure (Ps, kPa) divided by average stack gas temperature (ts avg, K) and the reference pressure (Pref, kPa)
Figure G-8 Blockage Correction Factor (CBF)

Description of Figure G-8
Figure G-8 is an x-y linear graph. The abscissa represents the stack diameter (0.3 to 1.7 m, range) and the ordinate the CBF factor (0.885 to 0.984 range). The CBF reduces the inside cross sectional area of the stack (As) to the extent of the average blockage produced by the probe entry into the stack.
Concentration of PM2.5. Determine the concentration of PM2.5 in the stack gas at reference conditions using Equation G-13. WPM2.5 is the sum of the residues from the cyclone exit tube, probe, front-half rinse and the filter corrected for the blank.
Equation G-13

Description of Equation G-13
CPM2.5 (mg/m3) equals to the filterable PM2.5 weight collected in the run (W PM2.5, mg) divided by the sample volume in reference conditions (Vm ref, m3)
Concentration of PM. Determine the concentration of PM in the stack gas at reference conditions using Equation G-14. WPM is the sum of the residues from all the fractions in the front half.
Equation G-14

Description of Equation G-14
CPM equals to the filterable PM weight collected in the run (W PM, mg) divided by the sample volume in reference conditions (Vm ref, m3)
Mass Emission Rate. Determine the mass emission rate of PM2.5 or PM using Equation G-15.
Equation G-15

Description of Equation G-15
ER PM2.5 or ER PM(either one in kg/h) equals to the product of the 10-6constant, times the concentration of filterable PM2.5(CPM2.5, mg/m3) or filterable PM (CPM2.5, mg/m3), times the volumetric stack gas flow rate (Qs m3/h)
Isokineticity. Verify the isokineticity for each traverse point using Equation G-16.
Equation G-16

Description of Equation G-16
I (%) for the jth traverse point equals the product of 5 factors and 8 divisors. The 1st factor is the dry gas meter coefficient (γ, adimensional). The 2nd factor is the volume of stack sample at dry meter conditions for the jth traverse point (Vmj, m3). The 3rd factor is the sum of the barometric pressure (Pbar, kPa) and the pressure drop across the orifice meter (ΔH, kPa). The 4th factor is the stack gas temperature (Ts, K), and the 5th factor is the constant 100. The 1st divisor is the total run time per reading (t, minutes). The 2nd divisor is [1 - the volumetric moisture fraction of the stack (Bwo)]. The 3rd divisor is the 6 x 10-5 constant. The 4th divisor is number π divided by 4. The 5th divisor is the square of the inside diameter of the sampling nozzle (Nd, mm). The 6th divisor is the inlet-outlet average of the dry gas meter temperature (Tm avg, K). The 7th divisor is the stack gas pressure (Ps, kPa) and the 8th divisor is the stack gas velocity (Us, m/s)
A test run for filterable PM2.5 shall be considered valid with respect to isokineticity and cut size providing that:
- 90% or more of the isokineticity values, I, calculated for all readings are within the range of 80% to 120%, i.e. 80% ≤ I ≤ 120%.
- The arithmetic average of all the isokinetic values is within the range of 80 to 120%, i.e. 80% ≤ I ≤ 120%.
- 90% or more of the cyclone cutoff diameters calculated for all readings are within the range of 2.25 micron to 2.75 micron i.e. 2.25 micron ≤ cutoff diameter ≤ 2.75 micron
- The arithmetic average of all the cyclone cutoff diameters is within the range of 2.25 micron to 2.75 micron i.e. 2.25 micron ≤ cutoff diameter ≤ 2.75 micron
A test run for PM shall be considered valid with respect to isokineticity providing that:
- 90% of more of the isokineticity values, I, calculated for all readings are within the range of 90 to 110%, i.e. 90% ≤ I ≤ 110%.
- The arithmetic average of all the isokinetic values is within the range of 90 to 110%, i.e. 90% ≤ I ≤ 110%.
7. Nomenclature
- A s
- inside cross sectional area of stack or duct, m²
- B wo
- proportion by volume of water in the stack gas, dimensionless
- C BF
- average blockage correction factor, dimensionless
- C p
- pitot tube coefficient, dimensionless
- C PM2.5
- concentration of PM 2.5 in the stack gas on a dry basis at reference temperature and pressure conditions, mg/m³
- C PM
- concentration of filterable particulate matter in the stack gas on a dry basis at reference temperature and pressure conditions, mg/m³
- ER PM2.5
- emission rate of filterable PM 2.5 particulate matter, kg/h
- ER PM
- emission rate of filterable particulate matter, kg/h
- ΔH
- pressure drop across orifice meter for each traverse point, kPa
- I
- isokineticity, i.e., the ratio of the sampling velocity through the nozzle to the velocity of the undisturbed gas stream at each traverse point, %
- j
- the j thtraverse point, dimensionless
- M s
- molecular weight of stack gas on a wet basis, kg/kmol
- M d
- molecular weight of stack gas on a dry basis, kg/kmol
- N d
- inside diameter of the sampling nozzle, mm
- %O 2,d
- oxygen level in the stack gas on a dry basis, %(v/v)
- %O 2,w
- oxygen level in the stack gas on a wet basis, %(v/v)
- Δp
- stack gas velocity pressure at each traverse point, kPa
- Δp s
- stack static pressure, kPa
- P bar
- barometric pressure at sampling site, kPa
- P ref
- reference pressure, 101.325 kPa
- P s
- absolute stack gas pressure, kPa
- Q nozzle
- iso-adjusted volumetric gas flow rate through the nozzle at the inlet conditions, L/m
- Q s
- volumetric stack gas flow rate on a dry basis at reference temperature and pressure conditions, m³/h
- t
- total run time per reading, min
- (T m) avg
- arithmetic average of the inlet and outlet dry gas meter temperatures at each traverse point, K
- T ref
- reference temperature, 298 K
- T s
- stack gas temperature at each traverse point, K
- (T s) avg
- arithmetic average of the stack gas temperatures, K
- U s
- stack gas velocity at each traverse point, m/s
- (U s) avg
- arithmetic average of the stack gas velocities, m/s
- V m
- volume of stack gas sample at dry gas meter conditions, m³
- (V m) j
- volume of stack gas sample at dry gas meter conditions for the j th traverse point, m³
- (V m) ref
- volume of stack gas sample at reference temperature and pressure conditions, m³
- (V w) ref
- volume of water vapour at reference conditions, m³
- W h3O
- weight of water condensed in the impingers, g
- W PM2.5
- weight of filterable PM 2.5 collected during the test run, mg
- W PM
- weight of filterable particulate collected during the test run, mg
- µ s
- stack gas viscosity, micropoise
- Π
- pi, 3.14159
- ϒ
- dry gas meter correction factor, dimensionless
- 0.00136
- m³ water vapour/g water
- 18
- molecular weight of water, kg/kmol
- 128.95
- dimensional constant, (m/s)[(kg/kmol)/K] 1/2
- 3600
- conversion factor, seconds per hour, s/h
- 10 -6
- conversion, kg/mg
- 6 x 10 -5
- conversion factor, (m²/mm²)(s/min)
Figure G-9 Decision Chart for Setting Sampling Rate for D50

Description of Figure G-9
Figure G-9 is a 5 step flow diagram with an “IF” statement.Step 1 collects a) preliminary stack parameters including Pbar, Ps, Ts avg, % CO2, Bwo, and Δp at each traverse point; b) Calculates stack gas dry molecular weight (Eqn. C-2 of Method C Method EPs 1/RM8) and wet molecular weight (Eqn. C-4 of Method C Reference EPs1/RM8); and c) Calculates anchor velocity and sampling point dwell timesStep 2 calculates: a) stack gas viscosity (Eqn. G-1), and b) the Cunningham Factor C, using average stack gas temperature (Ts) and sets the cyclone cutoff (D50) at 2.5 microns (Eqn. G-2).Step 3 calculates for each traverse point: a) a reasonable nozzle diameter (Eqn. G-11 times πNd2/4); and b) the actual gas flow rate through the nozzle at 100% isokinetic rate.Step 4 calculates for each traverse point: a) the Reynolds number (Re, Eqn. G-3); and b) the cyclone cutoff diameter (D50) by either Eqn. G-4 or Eqn. G-5, depending on the calculated Re.Then an “IF” statement compares the cyclone cutoff diameter with the acceptable range (2.25 to 2.75 microns)If the calculated cyclone cutoff falls within the acceptable range, then the Step 5 calculates and displays the target pressure drop across the orifice (ΔH); and proceeds to Step 4 for the next traverse point.If the calculated cyclone cutoff is higher than the acceptable range, then the sampling rate is increased slightly and the Step 4 calculations are repeated. If the increased sampling rate results in an isokineticity bias higher than a preset level, then the next size up nozzle is selected and the step 4 calculations are repeated.If the calculated cyclone cutoff is lower than the acceptable range, then the sampling rate is decreased slightly and the Step 4 calculations are repeated. If the increased sampling rate results in an isokineticity bias lower than a preset level, then the next size down nozzle is selected and the Step 4 calculations are repeated.
Figure G-10 Particulate Sampling Data Sheet

Description of Figure G-10
Figure G-10 is a template to record all required data prior, during and at the completion of a sampling run.
The heading section prompts the recording of the following data before the run:
- Plant & Location
- Sampling Location (Source)
- Stack Diameter
- Primary Filter type
- Secondary filter type
- Liner material
- Nozzle(s) No(s).
- Initial leak check
- Cyclonic flow check
- Average cyclonic angle
- Process operating capacity
- Test run No.
- Method
- Date
- Operator(s)
- Start time
- Barometric Pressure
- Static pressure
- Pitot coefficient
- Gas meter coefficient
- Orifice coefficient or ΔH@
- Stack gas moisture
- CO2 % levels
- O2 % levels
The main body of the table is divided in 14 columns, to record at timed intervals the following sampling point data:
- Point No.
- Nozzle No.
- Dwell time
- Dry gas meter reading
- Velocity pressure
- Orifice pressure
- Stack gas temperature
- Probe temperature
- Primary filter temperature
- Secondary filter temperature
- Last impinge temperature
- Dry gas meter inlet temperature
- Dry gas meter outlet temperature
- Vacuum
The heading also prompts the recording of the following data after the run:
- Finish time
- Post leak check
Appendix G. Equations with Imperial Units
Stack Gas Viscosity: The viscosity of the stack gas µs is calculated using Equation G-1.
Equation G-1

Description of Equation G-1
Stack Gas Viscosity
μs (micropoise) equals to a 6 term polynomial function of stack gas a) absolute temperature; b) oxygen volumetric fraction; and c) moisture volumetric fraction. The 1stterm is a -150.3162 micropoise constant. The 2nd term is an 13.4622 micropoise/R0.5constant, divided by the square root of the stack gas temperature (Ts, R). The 3rd term is a 3.86153x106micropoise/R2 constant, divided by the square of the stack gas temperature (Ts, R). The 4th term is a 0.591123 micropoise constant, times the percent wet oxygen concentration (O2 w, %). The 5th term is a -91.9723 micropoise constant, times the stack gas moisture volume fraction (Bws, decimal). The 6th term is a 1.51761 x 10-5micropoise/R2 constant, times the stack gas moisture volume fraction (Bws, decimal) and the square of the stack gas temperature (Ts, R).
where:
C1 = -150.3162 (micropoise)
C2 = 13.4622 (micropoise/R0.5)
C3 = 3.86153 x 106(micropoise/R²)
C4 = 0.591123 (micropoise)
C5 = 91.9723 (micropoise)
C6 = 1.51761 x 10-5(micropoise/R²)
As the oxygen level in a stack gas is usually measured on a dry basis, the following relationship must be used to calculate the percent of oxygen in the stack gas on a wet basis.
%O2,w = (1-Bwo) x %O2,d
Cunningham Correction Factor. The Cunningham correction factor is calculated using Equation G-2. Set D50 at 2.5.
Equation G-2

Description of Equation G-2
Cunningham Factor
C (adimensional) equals to 1.00 plus a product of 3 factors. The 1st factor is the constant 5.7193 x 10-3. The 2nd factor is the stack gas viscosity (μs, micropoise) divided by the product of the absolute stack pressure (Ps, in Hg) and the cyclone cutoff diameter (D50, microns). The 3rd factor is the square root of [the quotient of stack gas temperature (Ts, R) divided by the stack gas wet molecular weight (Ms, lb/lb-mol)].
Cyclone Reynolds Number. The Reynolds number at sampling conditions is calculated using Equation G-3.
Equation G-3

Description of Equation G-3
Cyclone Reynolds Number
Re (adimensional) equals to the product of 8.640 x 105 times the stack gas pressure (Ps, in Hg); times the stack gas wet molecular weight (Ms, lb/lb-mol); times the volumetric flow rate through the nozzle (Qnozzle, ft3/minute); divided by the stack gas viscosity (μs, micropoise) and the stack gas temperature (Ts, R)
Qnozzle is the product of the actual velocity at the nozzle for each traverse point, the area of the nozzle and an iso-adjustment factor to meet the D50cutoff.
Cyclone cutoff. The cutoff of the PM2.5 sizer for a given sample flow rate and Reynolds number is calculated using Equation G-4 or G-5.
For a Reynolds number less than 3162 use Equation G-4.
Equation G-4

Description of Equation G-4
Cyclone cutoff
If the Reynolds number is less than 3,162, then D50(micron) equals to the product of the following 4 factors. The 1st factor is 2.4302 x 10-3. The 2nd factor is the ratio of the stack gas viscosity (μs, micropoise) to the volumetric flow rate through the nozzle (Qnozzle, ft3/minute), elevated to the power 1.1791. The 3rd factor is the square root of the inverse of the Cunningham factor (C, adimensional). The third factor is the power 0.6790 of [the absolute temperature (Ts, R) divided by the stack pressure (Ps, in Hg) and the wet molecular weight (Ms, lb/lb-mol)]
For a Reynolds number greater than 3162 use Equation G-5.
Equation G-5

Description of Equation G-5
Cyclone cutoff
If the Reynolds number is greater than 3,162, then D50 (micron) equals to the product of the following 4 factors. The 1st factor is 1.9723 x 10-2. The 2nd factor is [the ratio of the stack gas viscosity (μs, micropoise) to the volumetric flow rate through the nozzle (Qnozzle, ft3/minute)] elevated to the power 0.8058. The 3rd factor is the square root of the inverse of the Cunningham factor (C, adimensional). The 4th factor is the power 0.3058 of [the absolute temperature (Ts, R) divided by the product of the stack pressure (Ps, in Hg) and the wet molecular weight (Ms, lb/lb-mol)]
Volume of Stack Gas Sample. Correct the total sample volume measured by the gas meter to reference temperature and pressure conditions (77°F and 29.92 in Hg) using equation G-7.
Equation G-6

Description of Equation G-6
Volume of Stack Gas Sample
Vm ref (ft3) equals to the product of the following 4 factors and 2 divisors. The 1st factor is the dry gas meter correction factor (γ, adimensional). The 2nd factor is the volume of the stack gas sample at dry gas meter conditions (Vm, ft3). The 3rd factor is the reference temperature (Tref, R). The 4th factor is the sum of the barometric pressure (Pbar, in Hg) plus [the average pressure drop across the orifice (ΔHavg, in H2O) divided by 13.6]. The 1st divisor is the inlet-outlet average temperature of the gas meter (Tm avg, R). The 2nd divisor is the reference pressure (Pref, in Hg)
Volume of Water Vapor. Calculate the volume of water vapor in the stack gas sample at reference conditions using Equation G-7.
Equation G-7

Description of Equation G-7
Volume of Water Vapor
Vw ref (ft3) equals to the product of a 0.048 constant, times the weight of the water collected in the impingers WH2O (g)
Moisture Content of the Stack Gas. Calculate the volumetric fraction of water vapor in the stack gas at reference conditions using equation G-8.
Equation G-8

Description of Equation G-8
Moisture of the Stack Gas
Bwo (decimal) equals to the ratio of the reference volume of water vapor collected (Vw ref,ft3) divided by the sum of the reference stack gas sample volume (Vm ref, ft3) plus the reference volume of water vapor collected (Vw ref,ft3)
For saturated or supersaturated stack gas, use a psychometric chart to determine Bwo.
Absolute Stack Gas Pressure. Calculate the absolute stack gas pressure using Equation G-9.
Equation G-9

Description of Equation G-9
Absolute Stack Gas Pressure
Ps (in Hg) equals to the sum of the barometric pressure (Pbar, in Hg) plus [the static pressure (Δps, in H2O) divided by 13.6]
Stack Gas Molecular Weight. Calculate the stack gas molecular weight on a wet basis using Equation G-10.
Equation G-10

Description of Equation G-10
Stack Gas Molecular Weight
Ms (lb/lb-mol) equals to the product of the stack gas dry molecular weight (Md, lb/lb-mol) times [1 - the volume fraction of water vapor in the stack gas (Bwo, decimal)] plus 18 times the volume fraction of water in the stack gas (Bwo, decimal)
Note:
Use Equation C-2 or C-3 of Method C to calculate Md.
Stack Gas Velocity. Calculate the stack gas velocity measured at each traverse point using Equation G-11.
Equation G-11

Description of Equation G-11
Stack Gas Velocity
Us (ft/s) equals to the product of 3 factors. The 1st factor is the constant 85.52. The 2ndfactor is the pitot tube coefficient (Cp, adimensional). The 3rd factor is the square root of [the product of the stack gas velocity pressure (Δp, in H2O) times the stack gas temperature (Ts, R) divided by the absolute stack gas pressure (Ps, in Hg) and the stack gas molecular weight (Ms, lb/lb-mol)]
Volumetric Stack Gas Flow Rate. Calculate the volumetric flow rate of the stack gas on dry basis and reference conditions using Equation G-12.
Equation G-12

Description of Equation G-12
Volumetric Stack Gas Flow Rate
Qs (ft3/h) equals to the product of 6 factors. The 1st factor is the constant 3600. The 2nd factor is the average stack gas velocity (Us avg, ft/s). The 3rd factor is the inside cross sectional area of the stack or duct (As, ft3). The 4th factor is the term [1 - the volumetric moisture fraction of the stack gas (Bwo, decimal)]. The 5th factor is the product of the reference temperature (Tref, R) times the stack gas pressure (Ps, in Hg) divided by average stack gas temperature (Ts avg, R) and the reference pressure (Pref, in Hg)
Adjust the stack cross section area by the average area blocked by the PM2.5 sizing head and probe assembly during the run. For cylindrical stacks and probes of standard diameter (2.5 cm, 1 in) adjust the stack cross section by the factor shown in Figure G-11.
Figure G-11 Blockage Correction Factor (CBF, Imperial)

Description of Figure G-11
Figure G-11 is an x-y linear graph. The abscissa represents the stack diameter (12 to 66 in., range) and the ordinate the CBF factor (0.885 to 0.984 range). The CBF reduces the inside cross sectional area of the stack (As) to the extent of the average blockage produced by the probe entry into the stack.
Concentration of PM2.5. Determine the concentration of PM2.5 in the stack gas at reference conditions using Equation G-13. WPM2.5 is the sum of the residues from the cyclone exit tube, probe, front-half rinse and the filter corrected for the blank.
Equation G-13

Description of Equation G-13
Concentration of PM2.5
CPM2.5 equals to the filterable PM2.5 weight collected in the run (W PM2.5, mg) divided by the dry sample volume at reference conditions (Vm ref, ft3)
Concentration of PM. Determine the concentration of PM in the stack gas at reference conditions using Equation G-14. WPM is the sum of the residues from all the fractions in the front half.
Equation G-14

Description of Equation G-14
Concentration of PM
CPM equals to the filterable PM weight collected in the run (W PM, mg) divided by the dry sample volume at reference conditions (Vm ref, ft3)
Mass Emission Rate. Determine the mass emission rate of PM2.5 or PM using Equation G-15.
Equation G-15

Description of Equation G-15
Mass Emission Rate
ER PM2.5 or ER PM (either one in kg/h) equals to the product of the 10-6 constant, times the concentration of filterable PM2.5 (CPM2.5, mg/ft3) or filterable PM (CPM, mg/ft3), times the volumetric stack gas flow rate (Qs, ft3/h)
Isokineticity. Verify the isokineticity for each traverse point using Equation G-16.
Equation G-16)

Description of Equation G-16
Isokineticity
I (%) for the jth traverse point equals the product of 5 factors and 8 divisors. The 1st factor is the dry gas meter coefficient (γ, adimensional). The 2nd factor is the volume of stack sample at dry meter conditions for the jth traverse point (Vmj, ft3). The 3rd factor is the sum of the barometric pressure (Pbar, in Hg) and [the pressure drop across the orifice meter (ΔH, inH2O) divided by 13.6]. The 4thfactor is the stack gas temperature (Ts, R), and the 5th factor is the constant 100.
The 1st divisor is the total run time per reading (t, minutes). The 2nd divisor is [1 - the volumetric moisture fraction of the stack (Bwo, decimal)]. The 3rd divisor is the 0.4167 constant. The 4thdivisor is number π divided by 4. The 5th divisor is the square of the inside diameter of the sampling nozzle (Nd, in). The 6thdivisor is the inlet-outlet average of the dry gas meter temperature (Tm avg, R). The 7th divisor is the stack gas pressure (Ps, in Hg) and the 8th divisor is the stack gas velocity (Us, ft/s)
Nomenclature
- A s
- inside cross sectional area of stack or duct, ft 2
- B wo
- proportion by volume of water in the stack gas, dimensionless
- C BF
- average blockage correction factor, dimensionless
- C p
- pitot tube coefficient, dimensionless
- C PM2.5
- concentration of PM 2.5 in the stack gas on a dry basis at reference temperature and pressure conditions, mg/ft 3
- C PM
- concentration of filterable particulate matter in the stack gas on a dry basis at reference temperature and pressure conditions, mg/ft 3
- ER PM2.5
- emission rate of filterable PM 2.5 particulate matter, kg/h
- ER PM
- emission rate of filterable particulate matter, kg/h
- ΔH
- pressure drop across orifice meter for each traverse point, in of H 2O
- I
- isokineticity, i.e., the ratio of the sampling velocity through the nozzle to the velocity of the undisturbed gas stream at each traverse point, %
- j
- the j th traverse point, dimensionless
- M s
- molecular weight of stack gas on a wet basis, lb/lb-mole
- M d
- molecular weight of stack gas on a dry basis, lb/lb-mole
- N d
- inside diameter of the sampling nozzle, in
- %O 2,d
- oxygen level in the stack gas on a dry basis, %(v/v)
- %O 2,w
- oxygen level in the stack gas on a wet basis, %(v/v)
- Δp
- stack gas velocity pressure at each traverse point, in of H 2O
- Δp s
- stack static pressure at each traverse point, in of H 2O
- P bar
- barometric pressure at sampling site, in of Hg
- P ref
- reference pressure, 29.92 in of Hg
- P s
- absolute stack gas pressure, in of Hg
- Q nozzle
- iso-adjusted volumetric gas flow rate through the nozzle at the inlet conditions, ft 3/min
- Q s
- volumetric stack gas flow rate on a dry basis at reference temperature and pressure conditions, ft 3/hr
- t
- total run time per reading, min
- (T m) avg
- arithmetic average of the inlet and outlet dry gas meter temperatures at each traverse point, R
- T ref
- reference temperature, 537 R
- T s
- stack gas temperature at each traverse point, R
- (T s) avg
- arithmetic average of the stack gas temperatures, R
- U s
- stack gas velocity at each traverse point, ft/s
- (U s) avg
- arithmetic average of the stack gas velocities, ft/s
- V m
- volume of stack gas sample at dry gas meter conditions, ft 3
- (V m) j
- volume of stack gas sample at dry gas meter conditions for the j th traverse point, ft 3
- (V m) ref
- volume of stack gas sample at reference temperature and pressure conditions, ft 3
- (V w) ref
- volume of water vapour at reference conditions, ft 3
- W H2O
- weight of water condensed in the impingers, g
- W PM2.5
- weight of filterable PM 2.5 collected during the test run, mg
- W PM
- weight of filterable particulate collected during the test run, mg
- µ s
- stack gas viscosity, micropoise
- Π
- pi, 3.14159
- ϒ
- dry gas meter correction factor, dimensionless
- 13.6
- conversion factor, in of H 2O/in of Hg
- 0.048
- ft 3 water vapour/g water
- 18
- molecular weight of water, 18 lb/lb-mole
- 85.52
- dimensional constant, (ft/s)[( in of Hg x lb/lb-mole)/( in of H 2O x R)] 1/2
- 3600
- conversion factor, seconds/hour
- 0.4167
- conversion factor, (s/min)(ft 2/in 2)
- 10 -6
- conversion, kg/mg