
Code de pratiques écologiques pour les aciéries intégrées : section 2
Section 2 : Activités d'exploitation
- 2.1 Manutention et entreposage des matières premières
- 2.2 Cokéfaction
- 2.3 Frittage
- 2.4 Fabrication du fer
- 2.5 Fabrication de l'acier
- 2.6 Coulée continue
- 2.7 Formage à chaud
- 2.8 Formage à froid
- 2.9 Lavage à l'acide et nettoyage
- 2.10 Revêtement
Cette section décrit les principales activités d'exploitation des aciéries intégrées. Elle ne fournit pas une liste exhaustive des activités pouvant avoir des incidences sur l'environnement. Les activités et techniques dont il est question ici ne s'appliquent pas nécessairement toutes à l'ensemble des aciéries. La présente section a plutôt pour objet de cerner la nature et la portée des activités visées par le code, en particulier celles qui suscitent des préoccupations d'ordre environnemental touchant les mesures d'atténuation dont il est question aux sections 3 et 4.
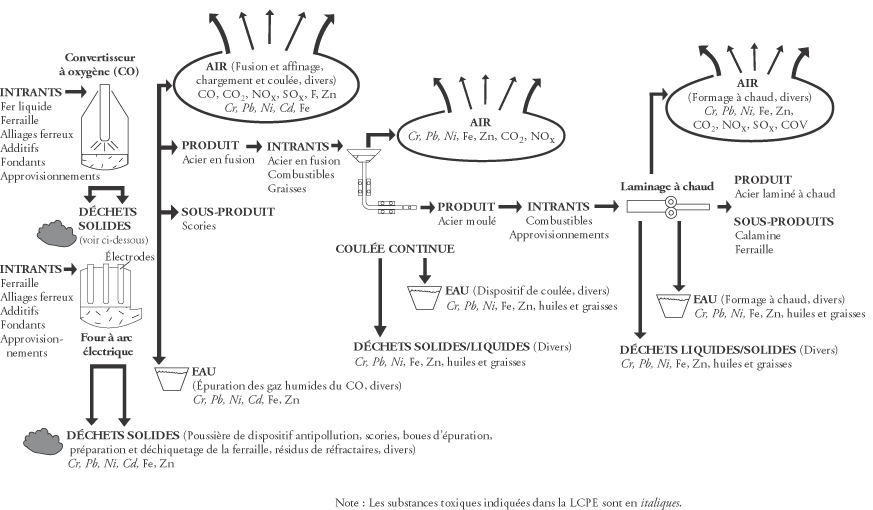
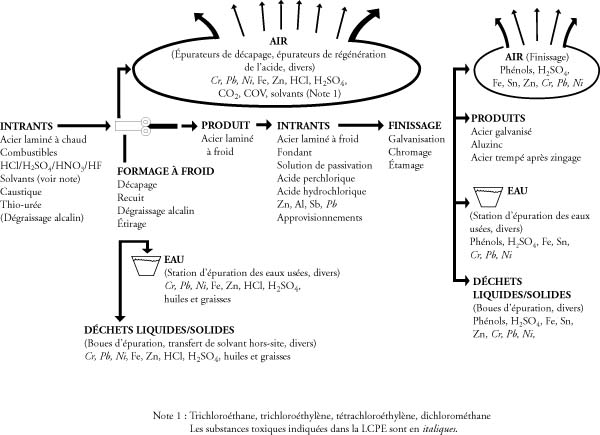
Les figures 2.1, 2.2 et 2.3 illustrent les principales activités et les principaux procédés pertinents en ce qui a trait au code et les rejets dans l'environnement qui en résultent.
Figure 2.1 Cokéfaction et fabrication du fer en haut fourneau et rejets dans l'environnement qui en résultent
{kind=link}

Figure 2.2 Fabrication de l'acier et formage à chaud et rejets dans l'environnement qui en resultent
{kind=link}

Figure 2.3 Formage à froid et finissage et rejets dans l'environnement qui en résultent
{kind=link}

2.1 Manutention et entreposage des matières premières
Les matières premières contenant du fer, habituellement agglomérées sous forme de boulettes, sont transportées aux aciéries par laquier, ou par chemin de fer dans des circonstances particulières, et entreposées à l'extérieur. Le charbon est manutentionné de façon semblable. Parmi les fondants, on retrouve le calcaire et la dolomite pour la fabrication du fer et la chaux calcinée, la dolomite calcinée, le spath fluor et la silice pour la fabrication de l'acier. Habituellement, le calcaire et la dolomite sont transportés par chemin de fer ou par camion et entreposées à l'extérieur tandis que les fondants destinés à la fabrication de l'acier sont transportés par camion et entreposés dans des silos.
La ferraille d'acier peut provenir de la production même des aciéries ou être achetée. L'utilisation de nouvelles technologies visant à accroître la productivité a réduit les quantités de ferraille disponible produite sur le site des aciéries. La ferraille achetée peut consister en de la ferraille industrielle provenant directement de clients, de la ferraille de basse qualité comme des véhicules broyés ou des tournures, des rebuts divers provenant de différentes sources, des rebuts irrécupérables résultant de la démolition de bâtiments ou d'autres structures, de la ferraille d'acier inoxydable et de la ferraille d'acier d'alliage. Elle est habituellement transportée par chemin de fer ou par camion et habituellement entreposée à l'extérieur.
2.2 Cokéfaction
La fonction première du coke dans le haut fourneau est la réduction chimique de l'oxyde de fer en fer. Le coke est également un combustible, qui assure le soutien physique et permet l'écoulement du gaz dans le fourneau. Compte tenu que le charbon ne peut remplir ces fonctions puisque la fusion le rend mou et imperméable, il faut convertir celui-ci en coke en le chauffant à une température d'environ 1300°C dans une atmosphère dépourvue d'oxygène pour une période de 15 à 21 heures. De plus, seulement certains charbons ayant la plasticité appropriée, comme le charbon cokéfiable ou bitumineux, peuvent être convertis en coke et, comme dans le cas des minerais, on peut en mélanger plusieurs types pour améliorer la productivité des hauts fourneaux, prolonger la durée de vie des batteries de fours à coke, etc.
Une batterie de fours à coke peut contenir plus de 40 compartiments à coke doublés de matériaux réfractaires séparés par des cheminées de réchauffe appelées « tubes à fumée ». En général, un compartiment à coke mesure de 0,4 à 0,6 m de large, de 4 à 7 m de haut et de 12 à 18 m de long et est pourvu à chaque extrémité d'une porte pleine hauteur amovible. Le four est alimenté en charbon par trois ou quatre ouvertures d'environ 300 mm de diamètre situées au-dessus des compartiments à coke à partir d'une enfourneuse se déplaçant au-dessus de la batterie. Une fois chargé, le charbon est nivelé et les portes et les couvercles de gueulard sont fermés, après quoi il est chauffé. Les produits de distillation (goudron et gaz de cokerie) qui résultent de la cokéfaction sont recueillis dans des canalisations qui longent la batterie et transportés à l'établissement de fabrication de sous-produits. Une fois le cycle de chauffage terminé, le four est isolé des canalisations, les portes sont enlevées et le coke sous forme solide est poussé dans un « wagon de refroidissement ». Ce wagon circule le long de la batterie jusqu'à la tour de refroidissement, dans laquelle de l'eau, recyclée ou non, est vaporisée sur le coke chaud jusqu'à ce que celui-ci atteigne une température d'environ 200 °C.
Le coke est ensuite concassé et criblé avant d'être transporté jusqu'au haut fourneau. Les morceaux de coke trop gros sont retournés au concasseur alors que les morceaux trop petits, qu'on appelle poussière de coke, sont recyclés dans les fours à coke, utilisés comme combustible dans un établissement de frittage ou vendus.
Le gaz de cokerie évacué est un mélange complexe comprenant les éléments suivants : hydrogène, méthane, monoxyde de carbone (CO), dioxyde de carbone (CO2), vapeur d'eau, oxygène, azote, sulfure d'hydrogène, cyanure, ammoniac, benzène, huiles légères, vapeur de goudron, naphtalène, hydrocarbures aromatiques polycycliques (HAP), de nombreux autres hydrocarbures et particules condensées. Avant d'être distribué comme gaz combustible, le gaz de cokerie est habituellement traité dans un établissement de fabrication de sous-produits où certaines de ses composantes (p. ex., le benzène, le toluène, le xylène, le soufre, l'ammoniac et le goudron) sont extraites et recueillies en vue d'être vendues.
2.3 Frittage
Le frittage consiste à chauffer des matières ferreuses fines mélangées au fondant et à des fines de coke ou à du charbon pour produire une masse semi-liquide qui se solidifie en morceaux poreux de fritte ayant la taille et la résistance nécessaires pour alimenter le haut fourneau. Cette masse humidifiée est étendue sur une grille roulante (bande de frittage). Sa surface est allumée à l'aide de brûleurs à gaz au commencement de la bande et de l'air est injecté pour assurer la combustion. La vitesse de déplacement de la bande de frittage et le flux de gaz sont soumis à un réglage visant à s'assurer que la combustion totale (c'est-à-dire le moment où la couche de gaz brûlant atteint la base de la bande) se produise juste avant que la fritte ne soit déchargée. Ensuite, la fritte solidifiée est broyée dans un concasseur et refroidie à l'air. Les morceaux qui ne conviennent pas à cause de leur taille sont enlevés, ceux qui sont trop gros sont concassés de nouveau, et ceux qui sont trop petits réintroduits. Les établissements de frittage situés à l'intérieur des aciéries permettent de recycler les fines de minerai de fer résultant des activités d'entreposage et de manutention des matières premières ainsi que les oxydes de fer résiduels résultant des activités de fabrication de l'acier et de dépollution. On peut aussi traiter du minerai de fer dans un établissement de frittage situé dans l'aciérie.
2.4 Fabrication du fer
La fabrication du fer est un procédé de fusion qui consiste à produire du fer liquide par la réduction de matières contenant du fer sous forme d'oxyde. Ce procédé de fusion se déroule dans un haut fourneau à cuve doublée de matériaux réfractaires. Le haut fourneau constitue un système fermé dans lequel les matières contenant du fer (minerai de fer, frittes et boulettes), des additifs fluidifiants (des moules de laitier, comme du calcaire ou de la dolomite) et un agent réducteur (coke) sont constamment introduits par le haut de la cuve à l'aide d'un dispositif d'enfournage qui prévient l'échappement des gaz. De l'air chaud, habituellement enrichi d'oxygène et de combustibles auxiliaires (pétrole, gaz naturel ou charbon pulvérisé), est injecté par le bas du haut fourneau pour produire un contre-courant de gaz réducteurs. L'air chaud réagit avec le coke, ce qui produit du monoxyde de carbone (CO), qui réduit à son tour l'oxyde de fer en fer.
Le fer liquide et le laitier sont recueillis dans la sole du haut fourneau et coulés régulièrement. Le fer liquide coule dans des auges revêtues d'un enduit réfractaire et est recueilli dans un wagon ayant la forme d'une torpille qui le transporte jusqu'à l'installation de fabrication de l'acier. Il arrive souvent qu'on le traite pour en retirer les substances indésirables, telles que le soufre ou le phosphore.
Le laitier qui reste est acheminé dans d'autres auges à revêtement réfractaire jusqu'à un endroit où il est refroidi à l'eau ou réduit en boulettes. Une fois refroidi, le laitier refroidi à l'eau est ensuite concassé pour la fabrication de matériaux de construction. Le gaz de haut fourneau est recueilli au sommet du four et nettoyé en vue d'alimenter le haut fourneau, les fours à coke ou les chaudières génératrices de vapeur.
2.5 Fabrication de l'acier
Les aciéries intégrées canadiennes ont recourt au procédé d'oxygénation pour assurer la majeure partie de leur production. Dofasco Inc. produit également une partie de son acier dans un four à arc électrique.
Le procédé d'oxygénation de base utilisé pour la fabrication de l'acier comporte la conversion du fer sortant du haut fourneau en acier par l'injection d'oxygène à l'état pur dans le bain de fer liquide pour l'extraction du carbone, du silicium et d'autres éléments. Cette conversion a lieu dans une cuve en forme de poire doublée de matériaux réfractaires. Les déchets d'acier, qui représentent du quart au tiers de la charge du four, sont enfournés avant que le fer liquide, se trouvant dans une poche de coulée, ne soit versé dans le four. On ajoute des fondants, tels que de la chaux brûlée ou de la dolomite, pour produire le laitier. On ajoute aussi des matières d'alliage pour modifier la composition de l'acier. Durant le procédé, le carbone contenu dans le fer est oxydé et dégagé sous forme de CO et de CO2. Le silicium, le manganèse et le phosphore sont également oxydés et recueillis dans le laitier formé par les fondants. En entrant en contact, le silicium, le carbone et l'oxygène produisent des réactions fortement exothermiques qui font monter la température dans la cuve. Une fois que l'acier a la composition et la température voulues, l'acier liquide est coulé dans une poche doublée de matériaux réfractaires en vue de son transfert à l'installation de métallurgie en poche, de dégazage sous vide ou de coulée continue.
Le laitier est coulé dans une poche, refroidi à l'air et transporté à l'aire d'entreposage. Une fois refroidi, le laitier solide est retiré de la poche et broyé. On retire l'acier présent dans le laitier à l'aide d'un aimant, puis le laitier est concassé et criblé. L'acier retiré du laitier est recyclé et le laitier est vendu pour la fabrication de matériaux de construction.
La plupart des aciéries modernes accroissent la productivité en utilisant le convertisseur à oxygène pour la fonte et une installation de métallurgie en poche pour l'affinage final et les opérations d'alliage. Dans certains cas, l'acier en poche est transporté à une installation de dégazage sous vide où l'on réduit la teneur en gaz de l'acier fondu pour en augmenter la qualité.
2.6 Coulée continue
Plus de 97 % de l'acier produit au Canada est transformé par coulée continue en produits semi-finis, dont des brames, des lopins, des billettes ou des ébauches de poutrelle selon le produit fini désiré et les besoins des points de vue métallurgique et du laminage. Le reste est coulé dans des moules pour la production de lingots.
Dans le procédé de coulée continue, une poche d'acier liquide est placée au-dessus d'une cuve doublée de matériaux réfractaires appelée distributeur dans laquelle l'acier est coulé jusqu'à un niveau prédéterminé. L'acier liquide qui coule peut être protégé du contact avec l'air par des tubes en matériaux réfractaires. On actionne les registres ou les portes coulissantes installés à la base du distributeur pour contrôler l'écoulement de l'acier liquide dans un ou plusieurs moules de cuivre oscillants refroidis à l'eau. Une coquille solide se forme autour de l'acier au contact avec les moules. Le noyau fondu est retiré par le bas des moules et déposé sur des rouleaux de guidage où il est solidifié à l'aide de jets d'eau. Par la suite, l'acier solidifié est sectionné au moyen de ciseaux mécaniques ou d'une torche à chalumeau selon l'épaisseur de la bande d'acier.
2.7 Formage à chaud
Dans bon nombre d'aciéries modernes, le produit de la coulée continue est transporté chaud à un four de réchauffe de manière à ce qu'il demeure à la température uniforme requise pour le formage à chaud. Avant le formage, on peut éliminer les imperfections en écriquant la surface à l'aide d'une flamme composée d'un mélange d'oxygène et de gaz combustible ou par des moyens mécaniques. Cependant, les pratiques modernes de fabrication de l'acier visent à réduire le plus possible les imperfections de surface, afin d'éliminer l'étape de l'écriquage. Le formage à chaud a pour effet de modifier la forme et les propriétés métallurgiques de l'acier en brames, en lopins, en billettes ou en ébauches de poutrelle par la compression du métal chaud entre des rouleaux mus à l'électricité. Les rouleaux utilisés pour les barres, les tiges de fil ou les profilés (produits longs) sont pourvus de dentelures qui donnent progressivement à l'acier la forme finale voulue. Les rouleaux destinés à la production de feuilles, de bandes et de feuillards sont plats ou dotés d'un petit contour permettant de donner au produit fini une forme plate.
Après le formage à chaud, le produit peut être soumis au finissage, soit le dressage au moyen de cylindres, la coupe en longueurs dans le cas des produits longs, des feuilles et des feuillards, ainsi que le rognage et le bobinage dans le cas des bandes. Dans certains cas, les bandes en bobines sont soumises à un formage à froid en vue d'un traitement ultérieur.
2.8 Formage à froid
Certains produits résultant du formage à chaud, principalement les produits plats (feuilles et bandes d'acier) sont ensuite soumis au formage à froid. La première étape du formage à froid est le lavage à l'acide, qui a pour but d'enlever la couche d'oxyde qui s'est déposée durant le formage à chaud. Ensuite, la bande ou la feuille d'acier est réduite à froid par compression entre des rouleaux jusqu'à ce qu'elle atteigne l'épaisseur et présente les caractéristiques souhaitées. Les propriétés métallurgiques du matériau peuvent être modifiées à l'étape du recuit. Certains produits plats doivent subir un traitement final dans un laminoir de finissage ce qui permet d'en augmenter la planéité et la rigidité superficielle.
2.9 Lavage à l'acide et nettoyage
La couche d'oxyde formée à la surface des produits plats pendant le formage à chaud est enlevée en soumettant ceux-ci à un lavage à l'acide, puis à un rinçage pour enlever toute trace d'acide. Pour ce faire, l'acide chlorhydrique est le plus souvent utilisé, quoiqu'à certains endroits l'acide sulfurique est aussi employé.
L'acide ayant servi au lavage est traité à une station de régénération d'acide en vue de sa réutilisation et l'oxyde de fer récupéré est soit recyclé ou vendu.
Le dégraissage alcalin ou au solvant a pour fonction d'enlever les huiles résiduelles résultant du formage à froid avant le recuit ou le revêtement pour éviter que la surface du produit ne se tache ou ne se contamine.
2.10 Revêtement
Des enduits sont appliqués sur les bandes d'acier à des fins de protection et de décoration. Il peut s'agir d'enduits métalliques (zinc, étain, nickel, aluminium, plomb, alliage de zinc et d'aluminium, chrome) ou non métalliques (peintures, polymères, vernis et laques). Les enduits métalliques sont appliqués par immersion des bandes ou des feuilles dans un bain liquide de métal de revêtement, dans le cas des enduits de zinc et d'alliage de zinc et d'aluminium, ou par électrodéposition (le produit faisant office d'électrode) dans le cas des enduits de zinc, de nickel, d'étain et de cuivre. Les enduits non métalliques sont généralement des composés organiques sous la forme de poudres, de peintures, de pellicules et de liquides et sont appliqués par brossage, laminage, vaporisation ou immersion.